В этом подробном руководстве по параметрам лазерной сварки мы рассмотрим, как эти факторы влияют на качество сварных швов. В этом сообщении блога мы рассмотрим тонкости управления мощностью лазера и роль лазеров в обеспечении стабильной выходной энергии. Мы также рассмотрим важность поддержания оптимального баланса между плотностью мощности, фокусом, освещением и силой.
Понимание основ лазерной сварки
Лазерная сварка это передовая технология, обеспечивающая точное и эффективное соединение материалов. Существуют различные типы процессов лазерной сварки, каждый из которых имеет свои преимущества и области применения. Давайте углубимся в основы лазерной сварки, чтобы лучше понять.
Краткий обзор технологии лазерной сварки
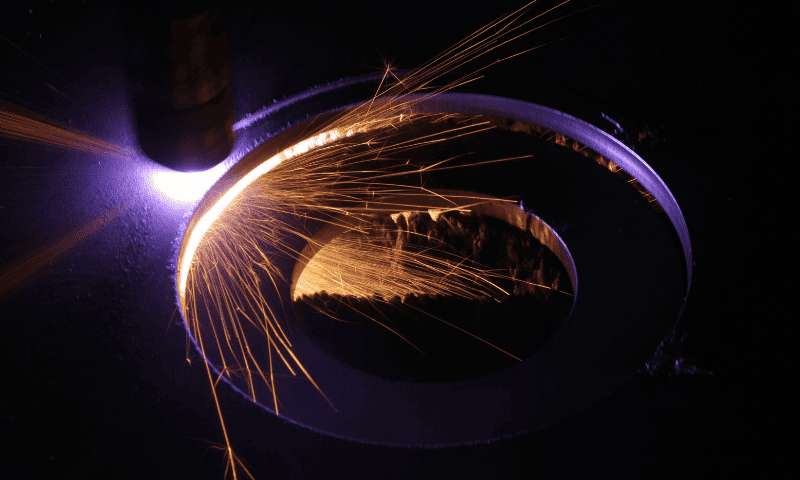
- В лазерной сварке используются лазеры, мощные лазерные лучи, для плавления и соединения материалов посредством пайки и глубокого плавления. Этот процесс включает использование лазеров для создания паров металла, которые затем плавят и сплавляют материалы.
- Лазерный луч фокусируется на области сустава, создавая сильная жара Это приводит к плавлению материалов и образованию прочной связи.

- Этот процесс предлагает исключительная точность, что позволяет точно контролировать глубину и ширину сварного шва. Это автоматическая система лазерной сварки, обеспечивающая эффективную автоматизацию сварки.
- Лазерная сварка – это универсальный процесс которые могут быть использованы для сварка нержавеющей стали, а также другие материалы, такие как пластмассы, керамика и даже разнородные заготовки.
Виды лазерной сварки
- Лазерная сварка: Этот метод предполагает использование концентрированного лазерного луча для соединения материалов без какого-либо дополнительного наполнителя. Его обычно используют для пайки и глубокого плавления стальных заготовок. Его обычно используют для пайки и глубокого плавления стальных заготовок. Лазерная сварка широко используется в автомобильной, аэрокосмической и электронной промышленности.
- Лазерная сварка плавлением: В этом методе лазерный луч генерирует достаточно тепла, чтобы полностью расплавить соединяемые основные металлы. При необходимости для дополнительной прочности можно использовать наполнитель.
- Автоматическая лазерная сварка: Этот тип лазерной сварки выполняется с использованием роботизированные системы или автоматизированное оборудование. Это обеспечивает стабильное качество сварки и высокую производительность. Будь то сварка с теплопроводностью или сварка с глубоким проплавлением, зависит от конкретных настроек и предполагаемого применения.

- Ручная лазерная сварка: Ручной лазерный сварочный аппарат обеспечивает гибкость и простоту использования для небольших работ или ремонта детали на месте. Эти портативные лазерные сварочные аппараты являются эффективными и надежными.

- Лазерная сварка глубоким плавлением: этот передовой метод обеспечивает глубокое проваривание толстых материалов, сохраняя при этом превосходное качество сварки.
- Услуги лазерной сварки: Многие компании предоставляют специализированные услуги по проектам лазерной сварки, предлагая опыт и оборудование для различных применений.
Понимание процесса сварки в аппаратах лазерной сварки имеет решающее значение для изучения огромных возможностей работы со стальными заготовками. Будь то технология лазерной сварки в промышленных условиях или ручные лазерные сварочные аппараты для небольших задач, машины и оборудование для лазерной сварки могут произвести революцию в способах соединения заготовок. Благодаря слиянию энергии лазерного света материалы можно легко комбинировать.
Ключевые факторы, которые следует учитывать для достижения оптимальных параметров лазерной сварки
Выбор правильных параметров лазерной сварки имеет решающее значение для достижения оптимальных результатов. На протяжении всего процесса следует учитывать несколько ключевых факторов.
Важность выбора материала
Выбор материалов и заготовки играет важную роль в определении идеальных параметров лазерной сварки. Правильное оборудование и плазменная технология имеют решающее значение для достижения оптимальных результатов. Различные материалы имеют разные температуры плавления и теплопроводность, что напрямую влияет на процессы лазерной сварки и лазерной пайки.
Для соединения заготовок используются лазерная сварка и лазерная пайка. Например, мощность лазера определенной сварочной технологии может быть более подходящей для конкретных материалов в процессе сварки композитов, обеспечивая эффективное соединение без ущерба для структурной целостности с использованием сварочного аппарата.
Влияние совместного проектирования
Команда сварной шов Конструкция также влияет на выбор параметров лазерной сварки заготовки. Это связано с тем, что для разных заготовок и станков используются разные технологии и оборудование. Такие факторы, как геометрия соединения, посадка, доступность, процесс сварки, скорость сварки и лазерная сварка, влияют на распределение тепла и качество сварки при сварке композитов.
Тщательно продумывая процесс сварки и используя правильные методы сварки композитов, сварщики могут оптимизировать настройки для достижения прочных и надежных соединений, сводя при этом к минимуму такие дефекты, как пористость или непровар. Этого можно добиться, регулируя скорость сварки и используя соответствующее оборудование для лазерной сварки.
Управление подачей тепла
Контроль тепловложения во время лазерной сварки необходим для предотвращения нежелательных результатов, таких как чрезмерная деформация или повреждение поверхности заготовки. Различные параметры способствуют эффективному регулированию тепловложения:
- Фокусное расстояние: Регулировка фокусного расстояния лазерного источника позволяет точно контролировать концентрацию энергии.
- Положение фокуса: Правильное расположение точки фокусировки обеспечивает оптимальную доставку энергии в нужные места.
- Толщина плиты: Толщина заготовки влияет на рассеивание тепла, глубину провара и процесс сварки.
- Размер пятна: Изменение размера пятна обеспечивает гибкость в управлении плотностью мощности.
- Глубина плавления: Контроль глубины расплава имеет решающее значение в процессе лазерной сварки глубоким плавлением для обеспечения стабильного качества сварного шва. Этого можно достичь, контролируя скорость сварки с помощью современных лазерных сварочных аппаратов.

Дополнительные соображения
Помимо выбора материала, конструкции соединения и контроля нагрева, на параметры лазерной сварки влияют несколько других факторов:
- Присадочный металл: В зависимости от требований применения присадочные металлы могут повысить прочность или улучшить коррозионную стойкость.
- Защитный газ: Выбор подходящих защитных газов в процессе сварки помогает минимизировать образование брызг и поддерживать стабильность дуги при использовании оборудования для лазерной сварки. Ручные лазерные сварочные аппараты также могут выиграть от использования защитных газов.
- Стоимость работы станка: Оптимизация параметров лазерного сварочного аппарата позволяет снизить трудозатраты за счет повышения эффективности и минимизации переделок оборудования.
Учитывая эти ключевые факторы, сварщики могут определить оптимальные параметры лазерной сварки для каждого конкретного применения. Это обеспечивает высокое качество сварных швов с минимальными искажениями и надежную работу.
Ключевые параметры лазерной сварки и их значение
Параметры лазерной сварки играют решающую роль в определении качества и эффективности сварочного процесса. Понимание этих ключевых параметров необходимо для достижения оптимальных результатов. Давайте рассмотрим значение каждого параметра:
Удельная мощность
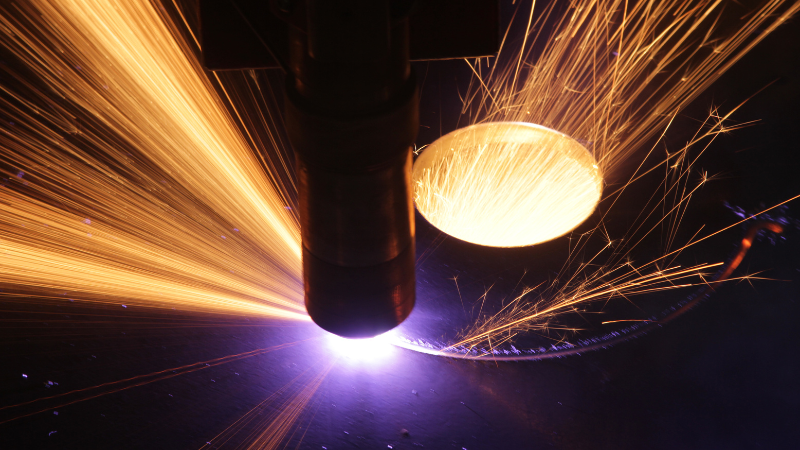
Плотность мощности лазерного луча напрямую влияет на глубину проникновения и ширину сварного шва. Более высокая плотность мощности в аппаратах лазерной сварки приводит к более глубоким сварным швам с более широкими зонами сплавления, тогда как более низкая плотность мощности приводит к более мелким сварным швам. В оборудовании для лазерной сварки используется процесс сварки, при котором материалы плавятся вместе, создавая прочные и долговечные сварные швы. Регулировка плотности мощности позволяет точно контролировать характеристики сварного шва.

Плотность мощности лазера, используемого при сварке, может достигать 10^7 Вт на квадратный сантиметр! Огромная мощность лазерных сварочных аппаратов обеспечивает точную и эффективную плавку металлов, в результате чего получаются прочные и долговечные сварные швы. Для этой цели используется лазерное сварочное оборудование, например, ручные лазерные сварочные аппараты. Различные типы лазеров, такие как полупроводниковые лазеры, CO2-лазеры и YAG-лазеры, предлагают различную мощность для разных приложений.
Продолжительность импульса
Длительность импульса лазерного луча влияет на размер зоны термического влияния (ЗТВ). Более короткая длительность импульса сводит к минимуму передачу тепла в окружающие области, образуя небольшие зоны теплового воздействия. И наоборот, более длительные импульсы могут привести к увеличению ЗТВ, что потенциально влияет на свойства материала. Оптимизация длительности импульса обеспечивает минимальные искажения и сохраняет желаемые механические свойства.
Диаметр луча
Общий диаметр лазерного луча также влияет на результаты сварки. Более узкий диаметр луча лазерной сварки концентрирует больше лазерной энергии на меньшей площади, что приводит к увеличению глубины проникновения. Именно поэтому лазерное сварочное оборудование очень эффективно. И наоборот, более широкий диаметр луча лазерного сварочного аппарата распределяет энергию по большей площади, что приводит к получению более мелких сварных швов, но быстрому покрытию большей поверхности с помощью оборудования.
Скорость сварки
Скорость сварки определяет, насколько быстро два материала можно соединить вместе с помощью лазерной технологии. Более высокие скорости сварки повышают производительность, но могут ухудшить глубину провара или качество сварки, если их не оптимизировать должным образом. Более низкие скорости обеспечивают лучший контроль, но могут привести к увеличению времени производства.
Тщательно регулируя параметры лазерной сварки — плотность мощности, длительность импульса, размер пятна, диаметр луча и скорость сварки — производители могут добиться желаемых характеристик сварки, оптимизировать производительность и обеспечить высококачественные результаты сварки.
Взаимодействие параметров
Параметры лазерной сварки играют решающую роль в общем процессе сварки. Понимание того, как различные параметры взаимодействуют друг с другом, имеет важное значение для достижения оптимальных результатов. Здесь мы исследуем взаимодействие параметров и их влияние на лазерную сварку.
Во время лазерной сварки вступают в силу различные параметры процесса, влияющие на стабильность, деформацию, проплавление, мощность, температуру и свойства сварного шва. Давайте углубимся в некоторые ключевые аспекты:
Комбинации параметров
Различные комбинации параметров дают разные результаты в конкретных приложениях. Например:
- Высший настройки питания на аппарате лазерной сварки увеличивается проплавление сварного шва, но это также может привести к увеличению тепловложения.
- Регулировка фокус Использование аппарата лазерной сварки может существенно повлиять на качество поверхности и обеспечить точный контроль распределения тепла.
- Скорость системы движения влияет на общую скорость и точность сварки.
Увеличение мощности лазера может потребовать соответствующей регулировки скорости сварки для поддержания желаемой глубины и качества сварного шва. Аналогичным образом, изменение длительности импульса может повлиять на зону термического воздействия и потребовать изменения скорости или типа потока защитного газа.
Рассмотрим другой пример: если диаметр луча уменьшается (что приводит к более концентрированному фокусу), интенсивность лазера увеличивается. Это может потребовать снижения мощности лазера или увеличения скорости сварки, чтобы предотвратить прожоги или чрезмерную ширину сварного шва.
Балансировка компромиссов
При выборе параметров крайне важно найти баланс между скоростью, качеством и стоимостью. Это предполагает рассмотрение таких факторов, как:
- Скорость сварки: Более высокие скорости могут ухудшить качество сварки.
- Тепловая нагрузка: Высокое тепловложение может повлиять на свойства материала.
- Подготовка поверхности: Правильная очистка и подготовка способствуют лучшим результатам.
Вместо того чтобы корректировать параметры по частям, профессионалы должны рассмотреть всю систему. Использование компьютерного моделирования или программного обеспечения для моделирования может оказаться неоценимым при работе с лазерами, позволяя техническим специалистам прогнозировать результаты на основе различных комбинаций параметров до фактической лазерной сварки.
Существенные соображения
В то время как машины и лазеры работают в зависимости от заданных параметров, свариваемые материалы имеют свои собственные свойства, такие как температура плавления, отражательная способность и теплопроводность. Это может внести еще один уровень изменчивости в процесс сварки. Таким образом, понимание реакции материала и целостная корректировка параметров становится первостепенной задачей.
Различные материалы требуют определенной настройки параметров из-за различий в их теплопроводности и температурах плавления. Факторы, которые следует учитывать, включают:
- Состояние поверхности материала: Шероховатость поверхности влияет на поглощение лазера.
- Композитные материалы: Сварка разнородных материалов требует тщательного подбора параметров.
Понимание того, как взаимодействуют эти параметры, позволяет сварщикам оптимизировать свои процессы для достижения желаемых результатов, сводя к минимуму дефекты или проблемы, которые могут возникнуть во время лазерной сварки.
Практические советы по настройке параметров лазерной сварки
Установка правильных параметров имеет решающее значение для достижения оптимальных результатов. Вот несколько практических советов, которые помогут вам эффективно провести этот процесс:
1 – Начиная с рекомендаций производителя
- Производители часто предоставляют рекомендуемые диапазоны параметров для разных материалов и толщин.
- Начните с рассмотрения этих рекомендаций как отправной точки для вашего конкретного применения сварки.
2 – Выбор исходных значений параметров в зависимости от толщины материала
При определении исходных значений параметров учитывайте толщину свариваемого материала.
Для более толстых материалов обычно требуется более высокая плотность мощности лазерного пятна, тогда как для более тонких материалов может потребоваться более низкая плотность мощности.
Отрегулируйте другие параметры, такие как длительность и частота импульса, для лазерной сварки, чтобы обеспечить надлежащее проплавление и качество сварного шва.
3- Методы мониторинга ключевых переменных в процессе сварки.
- Во время лазерной сварки важно отслеживать определенные переменные, чтобы поддерживать контроль над процессом.
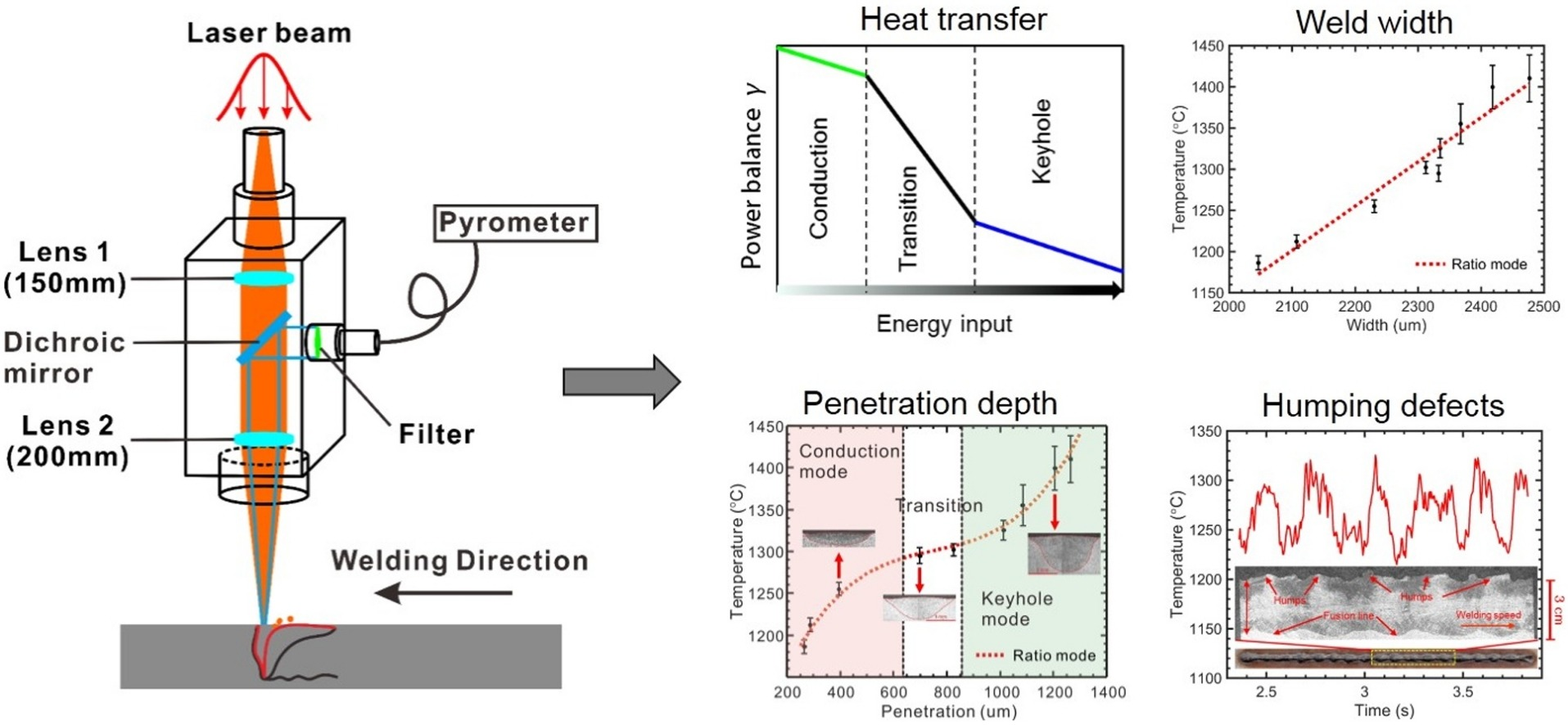
- Используйте датчики или камеры для измерения таких факторов, как температура, размер ванны расплава и диаграмма направленности луча. Вы можете узнать о том, как контролировать процесс лазерной сварки с помощью коаксиального пирометра.
- Мониторинг в режиме реального времени при лазерной сварке позволяет вносить необходимые коррективы и обеспечивать стабильное качество сварки на протяжении всей операции.
4 – Стратегии устранения распространенных проблем, связанных с неправильными настройками параметров.
- Неправильные настройки параметров могут привести к различным проблемам при сварке, таким как неполное проваривание или чрезмерное разбрызгивание.
- При возникновении проблем рассмотрите возможность корректировки одного параметра за раз, оставляя остальные постоянными до тех пор, пока не будут достигнуты желаемые результаты.
- Анализируйте образцы лазерной сварки под микроскопом или используйте методы неразрушающего контроля, такие как ультразвуковой контроль, чтобы оценить целостность лазерной сварки.
Следуя этим практическим советам, вы сможете оптимизировать параметры лазерной сварки и повысить общую производительность и качество сварочных процессов. Помните, что поиск идеальных параметров может потребовать экспериментов и точной настройки с учетом ваших конкретных требований.
Передовые технологии и инновации
В мире лазерной сварки технологии постоянно развиваются, чтобы удовлетворить потребности различных отраслей промышленности. Вот некоторые передовые инновации.
Новые тенденции в адаптивных системах управления
Одна из новых тенденций в развитии адаптивные системы управления является интеграция лазерных технологий, позволяющая корректировки в реальном времени параметрам сварки. Эти передовые технологии автоматизации позволяют точно контролировать процесс лазерной сварки, обеспечивая высокое качество и эффективность производства.
С помощью адаптивных систем управления производители могут оптимизировать такие параметры, как мощность, скорость и форма луча лазерной сварки, на основе обратной связи от датчиков в реальном времени. Этот уровень технологии автоматизации лазерной сварки не только повышает производительность, но и повышает общее качество сварных изделий из различных материалов и отраслей.
Достижения в области технологий формирования лазерного луча для конкретных приложений
Еще одна область, где происходят инновации, – это технологии формирования лазерного луча. Производители постоянно разрабатывают методы формирования лазерных лучей в соответствии с конкретными требованиями применения.
Регулируя форму и распределение интенсивности лазерного луча, можно добиться точного контроля подвода тепла. Это позволяет выполнять сварку с глубоким проплавлением, сводя к минимуму деформацию или повреждение прилегающих участков. Такие достижения в технологии формирования лазерного луча обеспечивают высокую степень гибкости и позволяют эффективно выполнять лазерную сварку широкого спектра материалов и типов изделий.
Появление гибридной лазерной сварки
Гибридная лазерная сварка сочетает в себе преимущества традиционной дуговой и лазерной сварки. Интегрируя сварочные лазеры с традиционными процессами дуговой сварки, производители могут воспользоваться преимуществами каждого метода сварки.
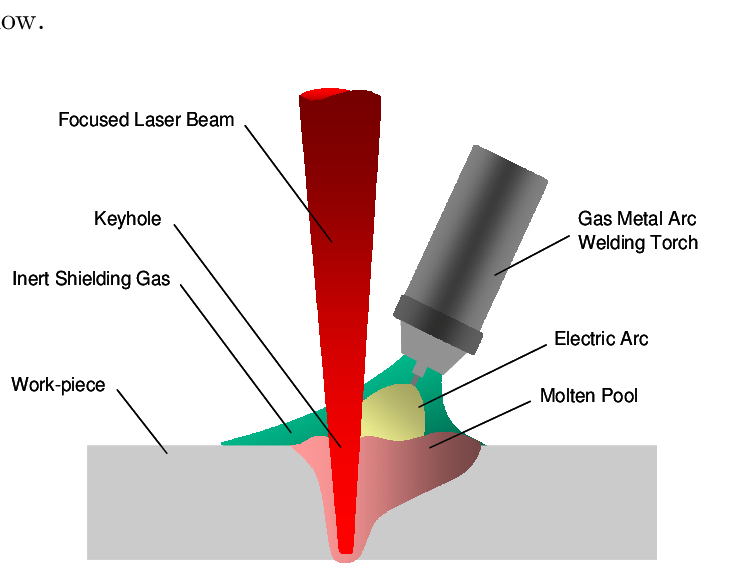
Гибридная лазерная сварка обеспечивает мощный источник тепла в сочетании с точным контролем со стороны лазеров, что приводит к улучшению качества сварки и повышению производительности. Этот метод лазерной сварки особенно выгоден при работе с более толстыми материалами или когда требуется глубокое проплавление.
Интеграция алгоритмов искусственного интеллекта
Алгоритмы искусственного интеллекта (ИИ) интегрируются в оборудование для лазерной сварки для автоматической оптимизации выбора параметров. Эти алгоритмы анализируют данные датчиков и принимают разумные решения относительно уровней мощности лазерной сварки, скорости подачи, положения фокуса и т. д. на основе заранее определенных критериев или моделей машинного обучения, обученных на исторических данных.
Используя искусственный интеллект, производители могут добиться более высокой эффективности и точности выбора параметров лазерной сварки, что приведет к улучшению качества сварки и снижению производственных затрат.
Часто задаваемые вопросы
Какие материалы можно сваривать лазерной сваркой?
Лазерная сварка универсальна и совместима с широким спектром материалов, таких как нержавеющая сталь, алюминиевые сплавы, углеродистые стали, титановые сплавы, сплавы на основе никеля и многие другие. Однако важно отметить, что для достижения оптимальных результатов для разных материалов могут потребоваться определенные настройки параметров.
Можно ли регулировать длительность импульса при лазерной сварке?
Да! Длительность импульса влияет как на тепловложение, так и на скорость охлаждения в процессе сварки. Более короткие импульсы при лазерной сварке обеспечивают более высокую пиковую мощность и более высокую скорость охлаждения, что полезно для минимизации зон термического влияния и достижения точных сварных швов. Регулировка длительности импульса позволяет оптимизировать параметры сварки для различных применений.
Какое значение имеет размер фокального пятна при лазерной сварке?
Размер фокусного пятна определяет плотность энергии в точке взаимодействия лазерного луча с материалом. Меньшие фокусные пятна при лазерной сварке приводят к более высокой плотности энергии, что позволяет более точно контролировать ширину и глубину сварного шва. Однако при выборе подходящего размера фокусного пятна для лазерной сварки важно учитывать такие факторы, как качество луча, толщина материала и особенности лазерной сварки.
Как обеспечить стабильное качество сварного шва при лазерной сварке?
Достижение стабильного качества лазерной сварки требует тщательного мониторинга и контроля таких параметров, как мощность лазера, частота импульсов, скорость перемещения, расход защитного газа и положение фокуса. Регулярные проверки оборудования для лазерной сварки, процедуры технического обслуживания и обучение операторов также способствуют поддержанию стабильных результатов с течением времени.
Заключение
Поздравляем! Теперь вы получили полное представление о параметрах лазерной сварки и их значении для достижения оптимальных результатов. Углубляясь в основы, изучая ключевые факторы, которые следует учитывать, и исследуя взаимодействие параметров, вы будете хорошо подготовлены к эффективной настройке параметров лазерной сварки. Мы предоставили практические советы по точной настройке параметров и представили передовые методы и инновации, которые помогут поднять ваши возможности лазерной сварки на новую высоту.
Раскройте весь потенциал лазерной сварки с помощью Байсон Лазер!
Если вы готовы еще больше усовершенствовать свои навыки лазерной сварки, мы рекомендуем вам изучить наш ассортимент современные лазерные машины. Ищете ли вы точность нашего ручного лазерного сварочного аппарата, автоматизацию нашего робота для лазерной сварки или изучаете другие современные лазерные решения, мы предоставим вам все необходимое. Погрузитесь глубже в мир лазерных технологий и позвольте нам улучшить вашу деятельность. Нажмите здесь, чтобы ознакомиться с нашим первоклассным оборудованием для лазерной сварки прямо сейчас!