Поэтому мы решили демистифицировать этот процесс, устранив различия между лазерной и TIG-сваркой. Продолжайте читать статью, чтобы узнать, какой процесс сварки лучше всего подходит для ваших задач.
Что такое лазерная сварка?

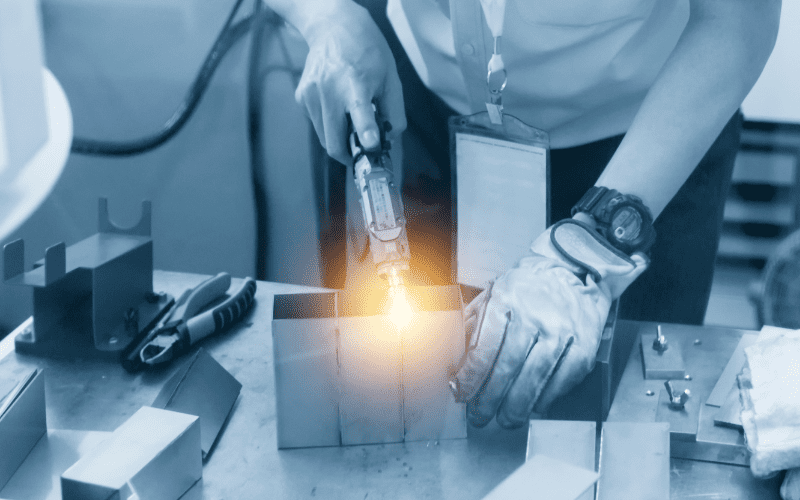
Лазерная сварка Это процесс соединения металлов, пластмасс и композитов с помощью мощного лазерного луча. Лазерный луч обеспечивает концентрированный и непрерывный поток энергии в очень маленькую точку, которая избирательно доводит заготовку до точки плавления. Этот процесс также известен как лазерная сварка.
Лазер — это аббревиатура от «усиление света за счет стимулированного излучения». Если лазер слишком мощный, он прорежет заготовку. Операции лазерной резки и сварки работают по одному и тому же основному принципу, но различаются по применению.
7 ключевых преимуществ лазерной сварки
Лазерная сварка — это очень универсальный и адаптируемый сварочный процесс, который можно использовать в нескольких производственных секторах. Его уникальный подход к склеиванию металлов позволит вам справиться с несколькими сложными проектами.
1 – Легкая автоматизация
В отличие от сварки TIG, лазерная сварка лучше всего подходит для автоматизированных производственных процессов. Лазерный компонент здесь более компактный и его проще установить на станке с ЧПУ. Отсутствие присадочного материала в этом методе сварки также способствует автоматизации.
2 – Наполнитель не требуется
Многие методы сварки требуют, чтобы присадочный материал расплавлялся и заполнялся между двумя соседними заготовками для создания связи. При сварке TIG используются расходуемые вольфрамовые присадочные стержни, которые необходимо регулярно пополнять. Однако лазерная сварка позволяет избежать этого шага и предлагает более удобный вариант.
3 – Меньше тепловыделения
Лазерная сварка — очень контролируемый процесс. Вы используете только минимальное количество энергии, необходимое для сварки материалов. В традиционных процессах сварки отсутствует точный контроль, что может привести к потере значительного количества энергии в виде избыточного тепла.
4 – Прецизионная сварка
Точка контакта лазера в этом процессе очень мала. Вся энергия, необходимая для сварки материалов, сосредоточена в одной точке. Меньшая контактная поверхность может помочь в точной настройке процесса сварки. Вы полностью контролируете лазерный луч и можете использовать его для точной сварки мелких деталей.
5 – Лучшее качество сварки
Лазерная сварка позволяет получить высококачественные сварные швы с красивой и ровной поверхностью. Вам не нужно идти на компромисс в отношении скорости сварки, чтобы добиться превосходных результатов. Единственным другим методом сварки, обеспечивающим более качественные сварные швы, является контактная точечная сварка.
6 – Широкая совместимость материалов
Лазерная сварка — это компактный, продуманный и контролируемый процесс. Он совместим как с металлическими, так и с неметаллическими материалами, такими как термореактивные пластмассы. Традиционная сварка в конечном итоге приведет к плавлению пластика еще до того, как вы сможете начать сварку. Даже тонкие материалы, такие как алюминиевая фольга, можно сваривать с помощью лазера.
Лазерная сварка совместима со следующими металлами и их сплавами.
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Алюминий
- Магний
- пластики
- и так далее
Однако лазеры в основном используются для сварки стали и алюминия в большинстве отраслей промышленности.
7 – Разнообразные методы работы
Термин лазерная сварочная машина может относиться к нескольким различным конфигурациям сварочного оборудования. Вы можете выполнять сварку с использованием трех различных типов лазеров, использовать лазер в двух различных режимах и запускать лазер непрерывно или в импульсном режиме.
Различные подходы к процессу лазерной сварки
Лазерная сварка — это разнообразный и сложный процесс, и вы можете использовать различные варианты и методы работы, чтобы получить максимальную отдачу от вашего процесса. лазерный сварочный аппарат. Мы можем использовать три подхода, основанные на выборе лазера, выходной мощности и операциях.
1 – Различные типы оборудования для лазерной сварки
Методы лазерной сварки можно разделить на категории в зависимости от типа лазера, используемого в процессе сварки. Ниже приведены три основных типа методов лазерной сварки.
Газовая лазерная сварка
В газовых лазерах используется смесь углекислого газа и азота, нагреваемая внутри кварцевой трубки с помощью электрического тока. Газовая смесь проходит через цепную реакцию, производя водяной разряд фотонов. Зеркала на концах кварцевой трубки отражают фотонный пучок до тех пор, пока он не будет применен в достаточной степени.
Газовые лазеры имеют меньшую начальную стоимость, но быстро изнашиваются после непрерывного использования. Лазеры на углекислом газе обычно используются в автомобильной промышленности для сварки крупных деталей рамы автомобиля.
Твердотельная лазерная сварка
В твердотельных лазерах в качестве усиливающей среды используется стекло или кристаллический материал, а не газовая смесь. Здесь кристаллическая среда подвергается воздействию яркого света, который возбуждает ее внутренние атомы, что приводит к разряду фотонов. Зеркала на концах кристалла усиливают фотоны до тех пор, пока не будет достигнут концентрированный лазерный луч.
Твердотельные лазеры обычно используются для более толстых материалов, которые требуют более глубокого проникновения лазерного луча. Иттрий-алюминий-гранат, легированный неодимом (Nd: YAG), является широко используемым усиливающим материалом при твердотельной лазерной сварке.
Волоконные лазеры — это подкатегория твердотельных лазеров, которые используют оптическое волокно в качестве усиливающей среды. Волоконно-оптический провод накачивается источником света, и внутренние отражения светового луча усиливают его до мощного лазера. Волоконные лазеры имеют более высокую начальную стоимость, но они также очень долговечны. Это делает системы волоконно-оптической лазерной сварки наиболее экономичным вариантом в долгосрочной перспективе.
Полупроводниковая лазерная сварка
Полупроводниковые лазеры пропускают электрический ток через полупроводниковый диод для генерации излучения. Затем излучение усиливается до концентрированного лазерного луча. Такие лазеры довольно компактны, поскольку в них не используются большие лампы для возбуждения диодов.
Лазерная сварка полупроводников является мощным производственным инструментом, редко используемым из-за его низкой эффективности и сложной конструкции.
2 – Различные режимы лазерной сварки
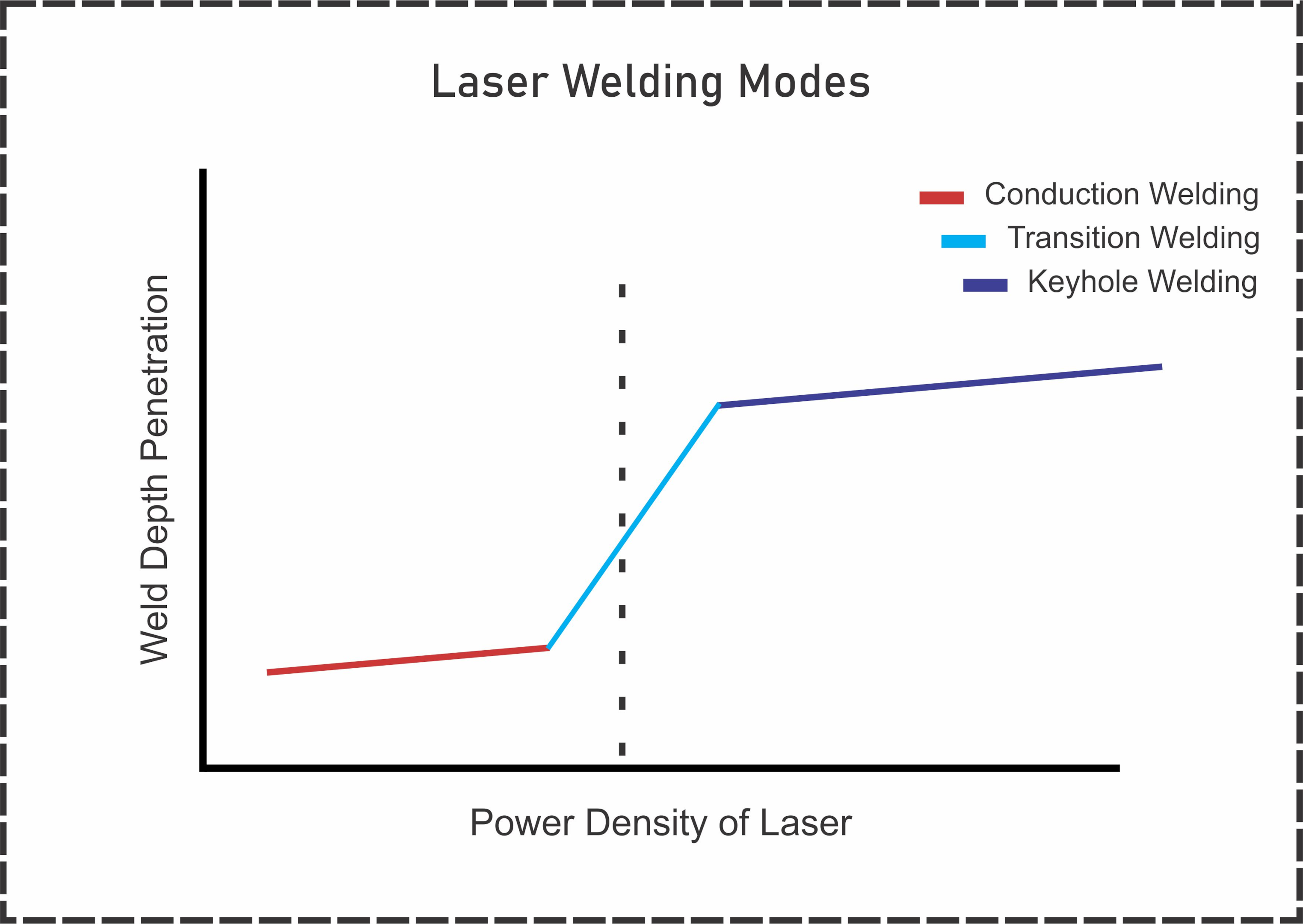
Методы лазерной сварки могут помочь максимизировать эффективность вашего сварного шва. Вы можете изменить процесс сварки, изменив плотность мощности лазерного луча. Различные варианты плотности мощности для лазерной сварки называются режимами.
Вот три режима лазерной сварки, которые помогут улучшить ваши навыки изготовления.
Процесс токопроводящей сварки
В этом процессе сварки используются лазерные лучи меньшей мощности, примерно 500 кВт/см2. Поскольку для расплавления заготовки вы затрачиваете гораздо меньше энергии, вы не сможете добиться более глубокого проникновения. Вся избыточная энергия поглощается окружающей средой, что приводит к увеличению площади сварного шва. Этот тип сварки обеспечивает более эстетичный и ровный сварной шов.
Процесс сварки замочной скважины
Этот процесс лазерной сварки является полной противоположностью метода состояния. Здесь лазер разгоняется до максимальной мощности, обычно около 1500 кВт/см2. Более высокая выходная мощность приводит к более глубокому проникновению в заготовку. Этот метод сварки может привести к температуре заготовки более 10,000 17,500 K или примерно XNUMX XNUMX ° F.
Переходный процесс сварки
Скачок между состоянием и сваркой в замочную скважину является постепенным. Пребывание между двумя значениями плотности мощности лазера может привести к среднему процессу лазерной сварки. Переходная сварка обеспечивает лучшее проникновение в материал, чем метод сварки проводимостью, и обеспечивает более широкую поверхность сварного шва.
3 – Различные методы лазерной сварки
Типичная система лазерной сварки довольно универсальна и может варьироваться в зависимости от типа лазера или режима сварки. Однако есть еще один метод, который вы можете использовать для дальнейшего расширения области применения лазерной сварки. Вы можете использовать лазер в импульсном режиме для быстрой и эффективной лазерной сварки.
Непрерывная лазерная сварка (CW)
Метод непрерывной лазерной сварки является вашей стандартной процедурой. Здесь лазер будет постоянно контактировать с заготовкой, пока она сваривается вместе. Вам понадобится непрерывная лазерная сварка при работе с более толстыми материалами, так как этот метод приведет к более глубокому проплавлению.
Такие металлы, как высокоуглеродистая сталь, при определенных условиях сварки трескаются. Все тепло, поступающее от непрерывного лазерного луча, сохраняет углеродистую сталь в более стабильном состоянии.
Импульсная лазерная сварка
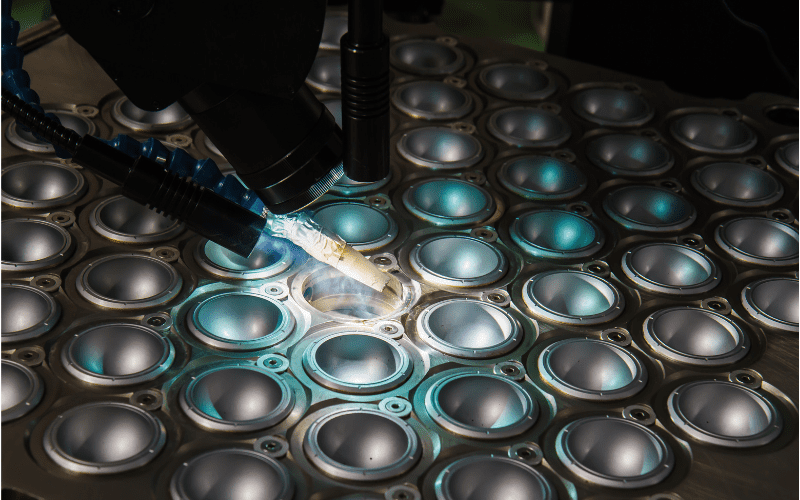
Импульсная лазерная сварка предполагает минимальный контакт лазера с поверхностью заготовки. Лазерное пятно сваривает заготовку короткими прерывистыми импульсами, при этом весь подвод тепла происходит за доли секунды. Вы можете создавать сварные швы, перекрывая точечные сварные швы.
Процесс импульсной лазерной сварки популярен благодаря возможности быстрой и надежной точечной сварки. Чувствительные материалы, такие как пластик, могут легко расплавиться из-за высокой тепловложения при лазерной сварке. Импульсная лазерная сварка решает эту проблему, так как материал подвергается воздействию лазерного луча только в течение короткого времени.
Возможно, вы захотите узнать некоторые из основы лазерной сварки.
Возможности и ограничения сварки магниевых сплавов
Лазерная сварка часто может столкнуться с проблемами при работе с чувствительными металлами. В частности, магниевые сплавы имеют несколько точек разрушения при сварке, что связано с их микроструктурой. Ниже приводится краткий обзор возможностей сварки магнием и ограничений лазерной сварки.
Магний может иметь несколько проблем после сварки, таких как высокая пористость, дефекты сварки, провисание, растрескивание при затвердевании и т. д. Многие из этих проблем невозможно устранить с помощью опций постобработки. Таким образом, мы обычно не советуем использовать магниевые сплавы со своим сварочным аппаратом.
Совместное исследовании, проведенный несколькими канадскими исследовательскими институтами, исследует несколько методов лазерной сварки и обобщает их совместимость с магниевыми сплавами. Он пришел к выводу, что сварка магниевого сплава является очень ненадежным процессом с высокой скоростью образования пористости, окисления и образования трещин затвердевания. Исследователи надеются, что дальнейшее изучение этой темы улучшит свариваемость магниевых сплавов.
Для сварки магния используются коммерческие только CO2 и Nd: YAG (алюмоиттриевый гранат, легированный неодимом). Тем не менее, с постоянным совершенствованием производственных технологий мы можем вскоре увидеть, как другие методы лазерной сварки берут верх.
Что такое TIG-сварка?
TIG или вольфрамовая сварка в среде инертного газа — это традиционный метод, в котором для облегчения сварки используются мощные электрические токи. В этом процессе двумя металлическими электродами являются заготовка и неплавящийся вольфрамовый электрод. Когда ток проходит через вольфрамовый стержень, он генерирует мощную электрическую дугу с температурой около 6000 ° F (~ 3300 ° C). Стержень из расходуемого присадочного металла помещается в центр дуги, где он расплавляет и сваривает заготовку.

Весь процесс осуществляется в потоке инертных газов высокого давления. Защита от инертного газа помогает предотвратить попадание мусора, ржавчины и других загрязнений в сварной шов. При сварке вольфрамовым электродом в среде инертного газа в качестве защиты обычно используется аргон или гелий.
Вы можете сваривать TIG без использования присадочного материала. Такой процесс называется автогенной сваркой плавлением. Этот процесс основан на подводе тепла для плавления и сплавления заготовки. Как и другие традиционные методы сварки, сварку TIG сложнее автоматизировать.
6 ключевых преимуществ сварки TIG
Сварка TIG существует уже почти 80 лет. За это время несколько оптимизаций и инноваций в методе сварки привели к более зрелому производственному процессу.
Ниже приведены некоторые из наиболее важных преимуществ сварки TIG по сравнению с конкурентами.
1 – Более широкая совместимость с металлами
Хотя он не может сваривать пластмассы, сварка TIG компенсирует это, предлагая гораздо более широкий спектр вариантов металла. Ниже приведены популярные варианты металла, которые используются с TIG.
- Нержавеющая сталь
- Нержавеющая сталь
- Алюминий
- Никель
- Магний
- Медь
- Бронза
- Золото
- хромированной
Этот традиционный процесс сварки подходит как для тонких, так и для толстых листов. Более тонкие металлы всегда сложны для сварки, так как их низкая тепловая масса может вызвать дефекты, деформацию и термическую деформацию. Но сварка TIG более чем способна адаптироваться к этим вызовам.
2 — включает более подробные сварные швы
Сварка TIG основана на использовании неплавящегося вольфрамового электрода и расходуемого металлического присадочного материала. Этот наполнитель затекает в небольшие зазоры и щели, обеспечивая лучшее покрытие сварного шва. Это позволяет оператору более гибко использовать сварочный аппарат для получения высококачественных сварных швов.
3. Снижение вероятности растрескивания после сварки.
Традиционная сварка выделяет больше тепла в металлическую заготовку, для рассеивания которого требуется много времени. Более низкая скорость охлаждения позволяет послесварочным материалам избежать теплового удара. Термический удар возникает, когда материал подвергается резким изменениям температуры, что часто приводит к образованию трещин и деформации.
4 – Экономичность
Все традиционные методы сварки более экономичны, чем варианты лазерной сварки. Это связано с более низкими первоначальными инвестициями, необходимыми для настройки традиционного сварочного аппарата. Стоимость деталей, сваренных TIG, значительно меньше, чем сваренных лазером.
5 – Быстрое внедрение оператора
Большинство опытных операторов сварочных аппаратов прошли обучение работе с традиционным сварочным оборудованием. Поэтому они сталкиваются с трудностями в обучении, когда их внезапно просят работать на лазерном сварочном аппарате.
Если у вас есть старые сварщики, может быть удобнее использовать сварку TIG. Их опыт может помочь компенсировать недостатки традиционной сварки. Опытный сварщик TIG всегда будет быстрее, чем лазерный сварщик-любитель.
6 – Разнообразные методы сварки
Традиционная сварка TIG (инертный вольфрамовый газ) является небольшой частью более крупного метода дуговой сварки. У вас есть возможность использовать несколько различных вариантов существующего процесса сварки TIG. Вы можете использовать присадочные стержни с флюсовым покрытием, заменить вольфрамовый электрод на другой металл и переключаться между источниками питания переменного и постоянного тока.
Вариации процесса сварки TIG
1 – Традиционные альтернативы сварке TIG
Дуговая сварка — это простой процесс, который зависит от типа используемого металла. TIG — это особая форма дуговой сварки, которая с небольшими изменениями может превратиться в совершенно другой метод дуговой сварки.
Сварка MIG
MIG или сварка в среде инертного газа — это традиционный процесс дуговой сварки, в котором для выполнения операций используется расходуемый невольфрамовый электрод. Здесь вместо отдельного присадочного материала в процессе сварки расходуется электрод MIG. Сварка MIG использует те же методы защиты газа и электрического тока, что и TIG.
Сварка палкой
Stick и TIG — это два очень похожих метода дуговой сварки с одним небольшим отличием между ними. TIG использует инертные газы для защиты, в то время как Stick использует присадочный металл с флюсовым покрытием. По мере плавления присадочного материала флюсовое покрытие испаряется и образует защитный слой на свариваемом металле.
Дуговая сварка порошковой проволокой
В этом методе дуговой сварки используется специальный трубчатый электрод, заполненный флюсом внутри. Дуговая сварка с флюсовой проволокой — это сварка MIG, но со специальной присадочной проволокой вместо газовой защиты. Сварку порошковой проволокой можно рассматривать как комбинацию методов сварки Stick и MIG.
2 – Различные режимы тока для сварки TIG
Поскольку основной движущей силой дуговой сварки является электричество, вы можете использовать источники переменного или постоянного тока для питания сварочного аппарата.
Альтернативный ток
Переменный ток (AC) представляет собой уникальный метод передачи электроэнергии на большие расстояния. Здесь ток постоянно меняет полярность в соответствии с синусоидальным рисунком. Дуги переменного тока могут проникать в металл гораздо глубже.
Постоянный ток
Постоянный ток (DC) передает электроэнергию за один непрерывный цикл. Этот метод может проникать глубоко в заготовку. Следовательно, избыточная энергия накапливается на поверхности, что приводит к повышению температуры дуги.
Оба метода дуговой сварки на переменном и постоянном токе могут преодолевать магнитные поля черных металлов.
3 – Различные варианты запуска дуги
Для традиционной сварки часто требуется стартер, чтобы зажечь начальную дугу. Эта дуга должна зажигаться быстро и удобно, чтобы избежать проблем со сваркой.
С нуля
Этот старый метод включает в себя царапанье электродом по заготовке, чтобы зажечь дугу. После зажигания дуги оператору необходимо поднять электрод. Если электрод не поднять быстро, он прилипнет к заготовке, а если поднять слишком высоко, дуга погаснет.
Лифт Старт
Запуск подъема включает интеллектуальный датчик, который может определить, когда электрод соприкасается с заготовкой. Этот метод заключается в легком прижатии электрода к заготовке и немедленном ее подъеме. Схема управления зажжет дугу, как только обнаружит, что электрод был поднят.
ВЧ Старт
В ВЧ (высокочастотных) пускателях используется отдельная цепь для зажигания дуги с помощью кнопки. Вы подносите электрод близко к заготовке и нажимаете кнопку ВЧ-стартера.
Мы не рекомендуем методы начала с нуля для сварки TIG, так как они менее надежны. В идеале следует использовать подъемник или высокочастотный дуговой стартер.
Низкое проникновение сварки TIG
Все традиционные методы сварки страдают недостатком приличного провара. Вы можете компенсировать большую часть этого недостатка, используя различные приемы, но результаты могут быть непоследовательными.
A обзорная статья с 2017 года прошел через различные методы дуговой сварки, чтобы наметить улучшения процесса сварки TIG. Их исследования привели их к трем методам сварки TIG со значительно лучшим проваром.
А-ТИГ
Сварка TIG с активированным флюсом демонстрирует значительное улучшение по сравнению с базовым процессом TIG. Флюс приводит к более узкой, но более глубокой сварочной ванне, что приводит к лучшему проплавлению сварного шва.
ФБ-ТИГ
Сварка TIG с флюсом также обеспечивает значительное улучшение провара. Но это связано с большим недостатком. Увеличение контактного расстояния между электродом и заготовкой немедленно уменьшит глубину сварного шва.
ПК-ТИГ
Сварка TIG импульсным током увеличит провар, если пиковый ток достаточно высок. Более длительная длительность импульса также приведет к более равномерному распределению тепла по заготовке.
В чем разница между лазерной сваркой и сваркой TIG?
Между этими двумя вариантами сварки есть несколько различий. И мы не можем перечислить каждый из них в этой статье. Вместо этого вот таблица, в которой сравниваются самые большие различия, которые повлияют на ваши сварочные приложения.
| Эксплуатация | Лазерная сварка | Сварка ВИГ |
| Газовая защита | Требуется использование отдельной форсунки CO2 над зоной сварки. | Использует промежуточные газы, такие как аргон или гелий. |
| Материал наполнителя | Не требует использования присадочного металла | Использование присадочного металла очень распространено |
| Покрытие пробелов и преодоление | Отсутствие расплавленного присадочного металла приводит к тусклому покрытию зазоров. | Присадочный металл заполняет соседние зазоры и перекрывает их. |
| Процесс сварки | Использует концентрированный лазерный луч для выборочного плавления заготовки. | Использует тепло, выделяемое электрической дугой, для расплавления и сплавления заготовки. |
| Термические напряжения и деформации | Меньше энергии вводится в заготовку, что приводит к меньшим напряжениям и меньшему количеству деформаций. | Высокая тепловая энергия вводится в заготовку, что приводит к высоким напряжениям и большим тепловым деформациям. |
| Приложения | Промышленные работы | Личные проекты |
| Автомобильная | Автомобильная | |
| Изготовление ювелирных изделий | Строительство | |
| Медицинское оборудование | нефтяной | |
| Electronics | Ремонт металла | |
| Аэрокосмическая индустрия | ||
| производительность | Более высокая скорость сварки приводит к сокращению времени производства | Более низкая скорость сварки может привести к снижению производительности |
| Скорость охлаждения | Более быстрое охлаждение из-за малого количества тепла, подводимого к заготовке. | Более низкая скорость охлаждения |
| Образование трещин | Иногда может привести к хрупким фазам в заготовке | Более высокая вероятность растрескивания при затвердевании |
Чем хороша лазерная сварка?
Лазерная сварка — отличный вариант для крупных производственных предприятий, которые регулярно используют сварку для соединения металлов. Лазерная сварка быстрее и универсальнее, чем горелка TIG. Стоимость аппарата для лазерной сварки незначительна для крупной производственной операции.
Чем хороша сварка TIG?
Сварка TIG отлично подходит для небольших мастерских по металлу, которым время от времени требуются сварочные услуги. Этот процесс менее затратен, чем лазерная сварка, и, как правило, более компактен. Замена стержней присадочного материала дешевле, чем покупка лазерного сварочного аппарата.
Если вы имеете дело с различными металлическими сплавами, сварка TIG принесет вам больше пользы.
Лазерная сварка лучше сварки TIG?
Краткий ответ - да." Лазерная сварка лучше, чем традиционная сварка TIG. Тем не менее, мы не можем единодушно считать лазеры для этикетирования лучшим решением, так как есть некоторые области применения, которые больше выигрывают от сварки TIG.
Если вас не смущает постоянная потребность в пополнении присадочного металла, и ваши задачи связаны со сваркой различных металлических сплавов, вам следует использовать TIG. Но для всего остального лучше всего использовать лазерную сварку.
Когда следует использовать лазерную сварку вместо сварки TIG?
Выбор между TIG и лазером в основном зависит от вашего конкретного применения. Ниже приведен список сценариев, подходящих для лазерной сварки. Если ваши области применения соответствуют этому списку, мы рекомендуем вам выбрать лазерную сварку.
- Точная и детальная сварка
- Более быстрое время сварки
- Меньше внешнего загрязнения
- Вертикальная и потолочная сварка
- Меньшая зона термического влияния
- Настройка автоматической сварки
- Незначительная деформация и усадка
- Сварка более высокого качества
Лазерно-гибридная сварка
Вам может понадобиться подход гибридной сварки, если вы прочитали всю эту статью и не нашли удовлетворительного ответа. Лазерная гибридная сварка предполагает использование лазеров и электрических дуг для сварки материалов.
Лазер приближает заготовку к температуре испарения, а дуга добавляет необходимое тепло. Затем присадочный металл заполняет зазор между заготовкой.
Приложения
Гибридная лазерная сварка — это специализированный метод, который частично применим для сплавов из высокоуглеродистой и нержавеющей стали. Следующие отрасли в основном используют эту технологию.
- Производство тяжелого машиностроения
- Автоматизированная индустрия
- Судостроительные работы
- Крупномасштабные проекты
Исследования пытались найти больше применений для гибридной лазерной сварки. Все согласны с тем, что для достижения наилучших результатов следует сочетать мощный лазер с маломощной электрической дугой.
Наши преимущества
- Отлично подходит для сварки более толстых материалов.
- Быстрее, чем сварка TIG.
- Обеспечивает высокое качество сварки.
- Уменьшите вероятность взлома.
- Легко автоматизировать.
- Экономичность для крупносерийного производства.
Недостатки бонуса без депозита
- Непригоден для мелкосерийной сварки.
- Требует значительно больших первоначальных вложений.
- Операторам требуется углубленное обучение сварке, чтобы использовать этот гибридный подход.
Из названия можно сделать вывод, что лазерная гибридная сварка — это лучшее из обоих миров. Но на самом деле этот подход менее универсален, чем TIG или лазерная сварка. Это очень специализированный подход к сварке металлов и, как правило, неприменим для большинства сварочных работ.
Заключение
Итак, ребята, у вас есть полное и подробное руководство по лазерной сварке и сварке TIG. Однако оба метода полезны сами по себе. Их преимущества могут значительно увеличиваться или уменьшаться в зависимости от приложения и рабочей среды.
Помните, что TIG требует меньших первоначальных капиталовложений и часто требует пополнения стержней из присадочного металла. Хотя лазерная сварка дороже, она также быстрее, универсальнее и без проблем.
Получите лазерные сварочные аппараты от Baison Laser
Байсон Лазер является одним из ведущих производителей волоконных лазерных систем. Мы предлагаем высококачественные, надежные и долговечные лазерные системы для всех отраслей промышленности. Без сомнения, наши лазерные сварочные аппараты являются лучшими в своем классе. У нас есть разнообразный ассортимент продукты который удовлетворит все ваши потребности в лазерной резке, сварке, маркировке и очистке.
Для получения дополнительной информации о наших продуктах и для получения вашего лазерного сварочного аппарата, свяжитесь с нами сегодня!