Гибка листов нержавеющей стали является обязательной в металлообрабатывающей промышленности. Этот процесс помогает создавать детали с определенными формами и функциями. Чтобы получить желаемые результаты, вам необходимо знать основы гибки листового металла. Работа заключается в использовании различных машин и инструментов для придания металлу необходимой формы.

Многие отрасли промышленности полагаются на этот метод, включая автопроизводителей, аэрокосмические фирмы и строительные компании. Чтобы сделать вашу работу по гибке успешной, вы должны спланировать свой проект, выбрать правильные инструменты и оборудование, а также узнать о различных методах гибки.
Это руководство шаг за шагом покажет вам популярные методы гибки листового металла. Мы рассмотрим различные методы гибки, процессы изготовления, механические свойства и другие необходимые детали. Таким образом, вы сможете выполнять высококачественные гибы, которые будут как точными, так и эффективными.
Понимание гибки листового металла
Изгиб листовой металл это процесс, который формирует металлические листы в определенные формы с помощью машин и инструментов. Цель состоит в том, чтобы изменить форму металла без удаления какого-либо материала. Производители часто используют листогибочные прессы, гибочные машины и другое гибочное оборудование для этой задачи. Чтобы согнуть листовой металл, применяется огромная сила, чтобы сжать его в желаемую форму.
Инструменты и оборудование
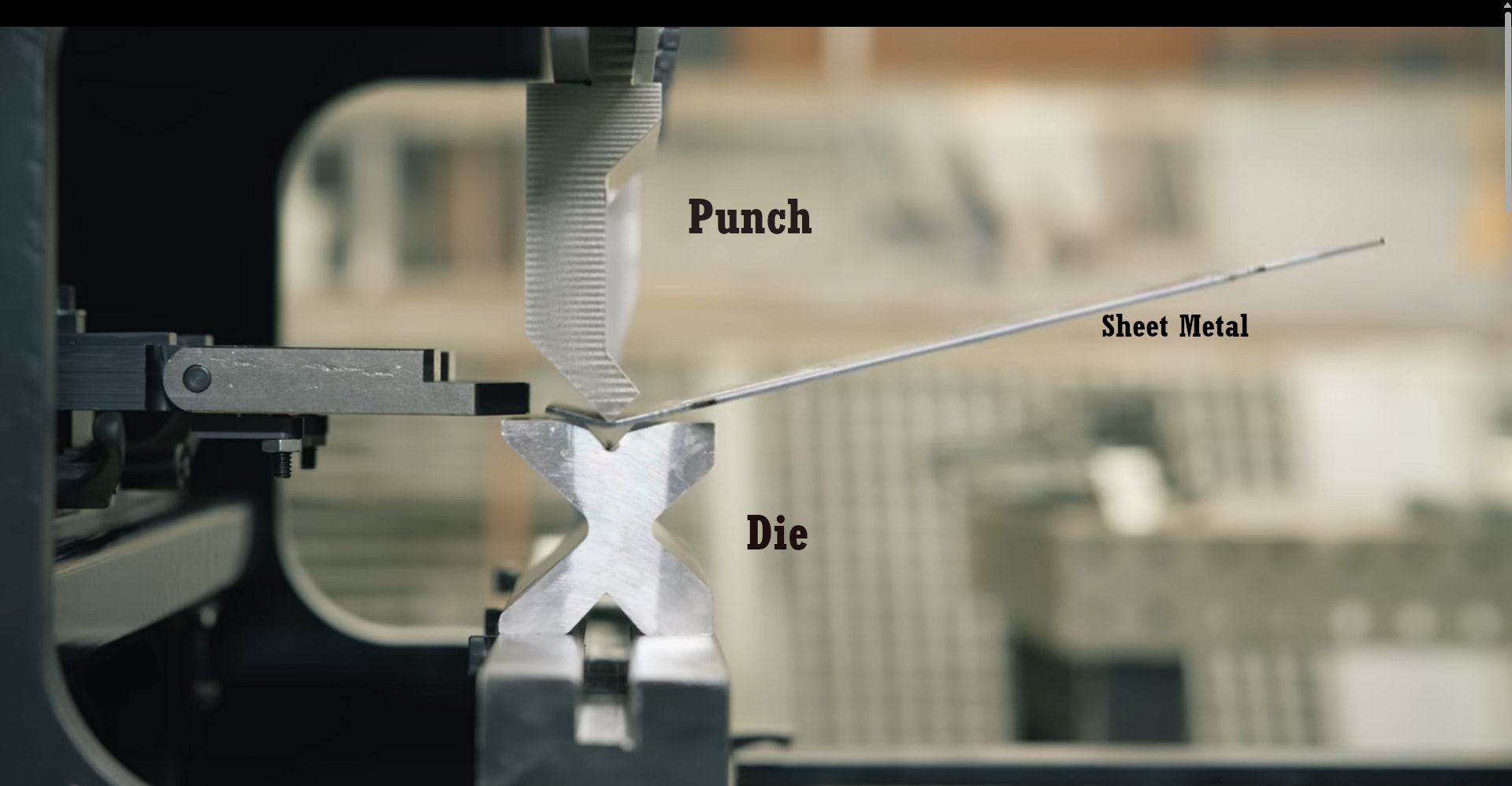
Пуансоны и матрицы являются основными инструментами, используемыми для гибки листового металла. Пуансон прикладывает силу, чтобы вдавить металл в матрицу, создавая необходимый изгиб. Выбор правильного пуансона и матрицы зависит от толщины материала и желаемого угла изгиба. Каждый инструмент предназначен для создания определенных эффектов гибки, поэтому важно выбрать правильную смесь для работы.
Узнайте о 6 типах гибочных станков.
Виды изгибов
В зависимости от толщины и типа листа (углеродистая сталь, мягкая сталь, низкоуглеродистая сталь) можно определить идеальный метод гибки. Простота гибки стальных пластин также зависит от того, нужен ли вам острый радиус изгиба, множественные изгибы, крутые изгибы, конечный угол, точность размеров и т. д.
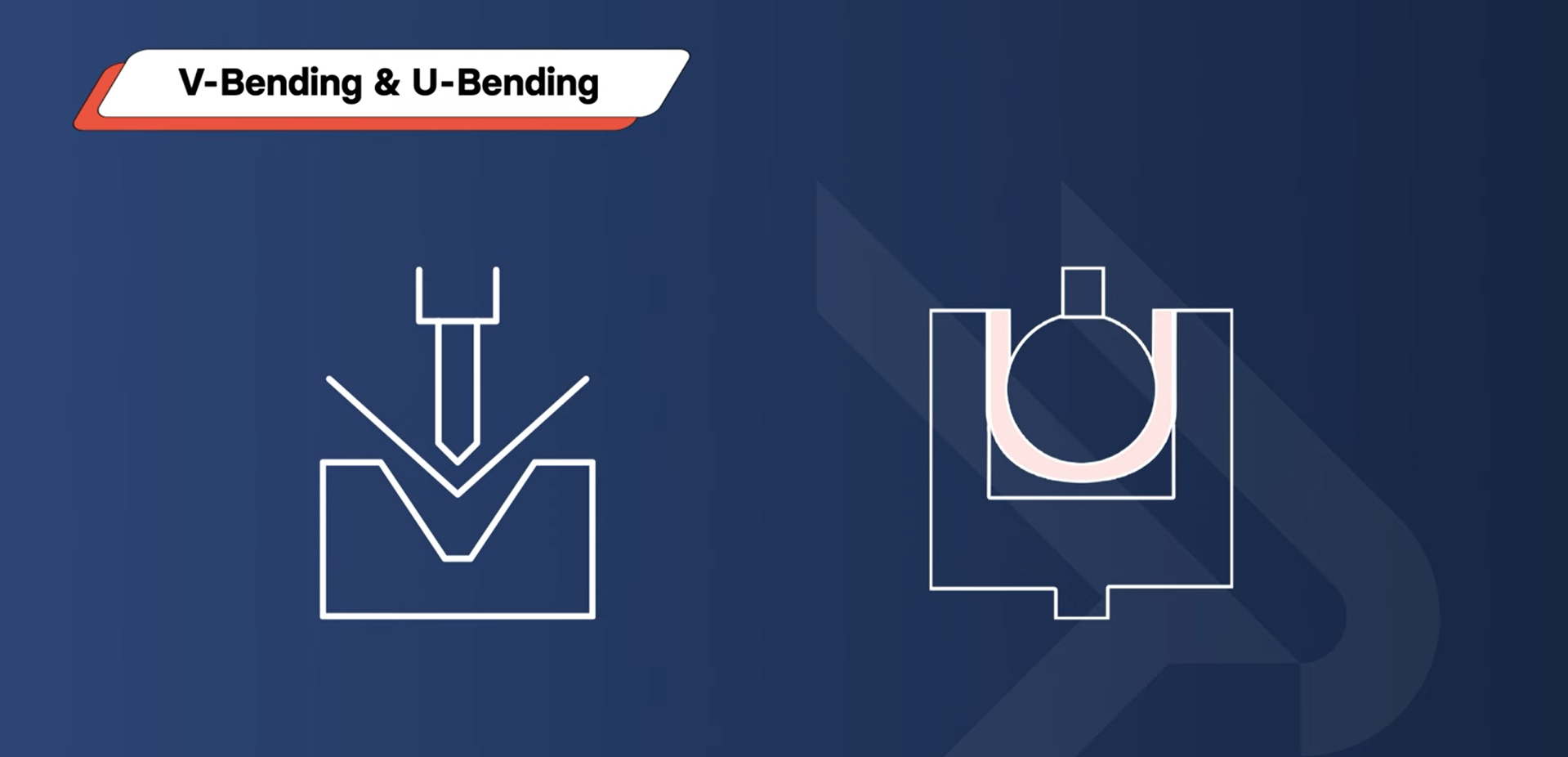
При изготовлении металла используется несколько видов изгибов. Метод V-образной гибки является наиболее распространенным типом. Он включает в себя прессование металла в V-образную матрицу для создания определенного угла. Гибка кромок означает изгибание края листа по радиусу. U-образная гибка образует U-образную форму путем прессования металла в U-образную матрицу. Проект должен определять, какой тип изгиба использовать.
Существует также много популярных методов гибки, таких как гибка снизу, чеканка, ротационная гибка и воздушная гибка.
Существенные соображения
Различные материалы обладают уникальными свойствами изгиба. Эти свойства влияют на процесс изгиба и конечный результат. Такие вещи, как толщина материала, его растяжимость и прочность, играют большую роль. Эти характеристики определяют, как будет изгибаться металл и какое усилие вам нужно приложить. Чтобы получить точные и стабильные результаты, вам необходимо понимать эти свойства материала.
Допуск на изгиб и вычет за изгиб
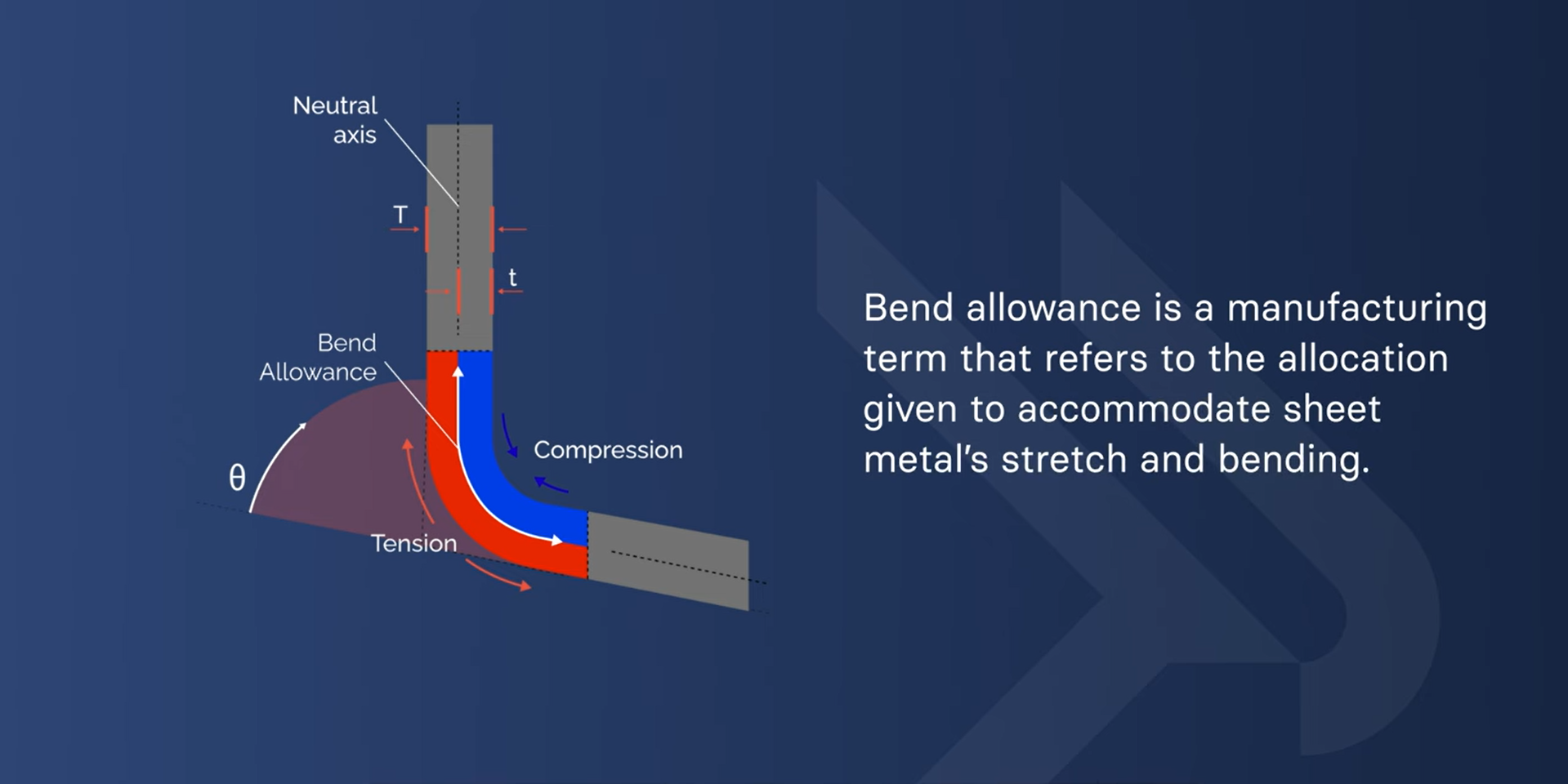
При гибке листового металла необходимо рассчитать допуск на изгиб и вычет на изгиб. Допуск на изгиб означает длину нейтральной оси изгиба, которая учитывает, насколько растягивается материал. Вычет на изгиб — это разница между длиной листа в плоском состоянии и его конечной длиной после изгиба. Эти расчеты помогают убедиться, что согнутая часть имеет нужный размер.
Отпрянуть
Отпрянуть происходит, когда металл пытается немного вернуться в то состояние, в котором он был до изгиба, благодаря своей эластичности. Вам нужно подумать об этом, когда вы сгибаете металл, если вы хотите получить нужные углы и размеры. Учет возврата пружины является ключом к созданию точных и надежных гнутых деталей.
Подготовка к процессу гибки
Начните с создания подробных эскизов компонентов, которые вам нужно согнуть. Добавьте измерения, углы сгиба и разрешите вариации. Определите порядок сгибов, чтобы избежать конфликтов и сделать все правильно. Определите допуск на сгиб и вычитание, чтобы учесть растяжение и сжатие материала.
Будьте знакомы со своими материалами
Узнайте характеристики ваших материалов, например, насколько они могут растягиваться, когда начинают поддаваться, и насколько они могут растягиваться. Выясните, насколько толстый материал, так как для более толстого материала требуется больше мощности и других инструментов. Подумайте о том, в каком направлении проходят волокна, потому что изгиб вдоль них может привести к трещинам. Лучше гнуть поперек волокон.
Выберите правильные инструменты и снаряжение
Выберите гибочный пресс с правильным тоннажем и длиной станины для вашего материала и необходимой вам длины изгибов. Выберите правильный комплект пуансонов и штампов. При воздушной гибке сделайте отверстие штампа примерно в 8 раз шире толщины вашего материала. Используйте задние упоры, чтобы убедиться, что изгибы каждый раз находятся в одном и том же месте.
Дополнительные советы
Попробуйте согнуть что-нибудь на обрезках материала, чтобы отточить свои навыки. Всегда соблюдайте правила безопасности, чтобы защитить себя и свои инструменты.
Выбор правильного инструмента для гибки листа нержавеющей стали
Нажми на тормоз
При выборе листогибочного пресса у вас есть несколько вариантов: гидравлический, пневматический, механический и электрический. Гидравлические листогибочные прессы обеспечивают гибкость и прочность. Они хорошо справляются со многими материалами и толщинами. Выбирайте листогибочный пресс с достаточным тоннажем для толщины и длины вашего материала. Более толстые и твердые материалы требуют большего тоннажа. Также проверьте, соответствует ли длина станины листогибочного пресса длине материала, который вы хотите согнуть.
Перфоратор
Дыропробивные машины проделывают отверстия или формы в листовом металле перед его изгибом. Выберите пробойники и матрицы, которые соответствуют нужному размеру и форме отверстия. Проверьте, подходят ли они для используемого вами типа и толщины материала.
Металлисты
Металлурги выполняют множество работ, например, пробивку, резку и гибку металла. Они помогают во многих задачах по изготовлению листового металла. Пожалуйста, выбирайте правильные инструменты для каждой работы и убедитесь, что они соответствуют свойствам материала.
Секция оснастки
Различные металлы, такие как алюминий, сталь и нержавеющая сталь, требуют своих собственных специальных инструментов. Выбирайте инструменты в зависимости от металла, с которым работаете. Когда вы имеете дело с более толстыми материалами, вам понадобятся более прочные инструменты и больше силы. Угол, под которым вы хотите согнуть, также играет роль в выборе правильного пуансона и матрицы. Различные способы гибки, такие как воздушная гибка, нижняя гибка и чеканка, требуют своих собственных настроек.
Система питания и гидравлическое давление
Гидравлические листогибочные прессы применяют силу посредством гидравлического давления. Убедитесь, что гидравлическая система находится в хорошем состоянии и может обеспечить необходимое вам давление. Электрические листогибочные прессы обеспечивают точность и экономят энергию, но могут не сравниться с гидравлическими системами по тоннажу.
Дополнительные соображения
Задние упоры помогают вам делать точные, повторяемые изгибы. Проверьте, что ваше оборудование оснащено функциями безопасности, такими как световые завесы и аварийные остановки. Чтобы ваши машины и инструменты работали хорошо в течение длительного времени, вам необходимо обслуживать их.
Сгибание листа нержавеющей стали: сравнение инструментов
| Тип инструмента | Описание | Главные преимущества | Наши преимущества | Недостатки бонуса без депозита | Типичные области применения |
|---|---|---|---|---|---|
| Нажми на тормоз | Машина для гибки листового металла с различными типами привода (гидравлический, пневматический, механический, электрический). | Обеспечивает гибкость при работе с различными материалами и толщинами; требует соответствующего тоннажа в зависимости от материала. | Универсальный для различных задач гибки; подходит как для малых, так и для больших производственных серий. | Требует тщательной настройки для обеспечения точности; могут иметь ограничения в зависимости от грузоподъемности. | Гибка листов нержавеющей стали для кронштейнов, корпусов и автомобильных деталей. |
| Перфоратор | Машина, создающая отверстия или формы в листовом металле перед его гибкой. | Использует пуансоны и матрицы, изготовленные под конкретные размеры и формы отверстий; совместим с различными материалами. | Эффективно для создания точных отверстий перед гибкой; улучшает общий рабочий процесс. | Ограничено сверлением отверстий; не может выполнять гибочные работы. | Используется при изготовлении листового металла для компонентов систем отопления, вентиляции и кондиционирования воздуха и автомобильных деталей. |
| Металлисты | Многофункциональные станки, способные пробивать, резать и гнуть металл. | Объединяет несколько операций в одной машине; настраиваемые инструменты для конкретных задач. | Повышает эффективность за счет объединения нескольких процессов; универсален для различных применений. | Не могут выполнять каждую задачу так же эффективно, как специализированные машины; выбор инструмента имеет решающее значение. | Широко используется при изготовлении стальных конструкций и выполнении общих задач металлообработки. |
| Секция оснастки | Относится к специальным инструментам, используемым для гибки различных металлов, таких как алюминий, сталь и нержавеющая сталь. | Требуется выбор на основе типа металла, толщины и желаемого угла изгиба; включает пуансоны и матрицы. | Обеспечивает совместимость с различными материалами; индивидуальные решения для особых потребностей в гибке. | Более толстые материалы требуют более прочных инструментов; сложность настройки возрастает при использовании различных методов гибки. | Необходим для всех типов процессов изготовления металлов, включающих операции гибки. |
| Система питания и гидравлическое давление | Описывает механизмы приложения усилия в листогибочных прессах, в частности гидравлических системах. | Гидравлические системы обеспечивают высокую мощность, электрические системы — точность и энергоэффективность. | Гидравлические системы отлично подходят для работы с большими нагрузками; электрические системы снижают потребление энергии. | Гидравлические системы могут потребовать большего обслуживания; электрические системы могут иметь меньшую грузоподъемность. | Используется в крупносерийном производстве, где точность и мощность имеют решающее значение. |
Методы гибки листов нержавеющей стали
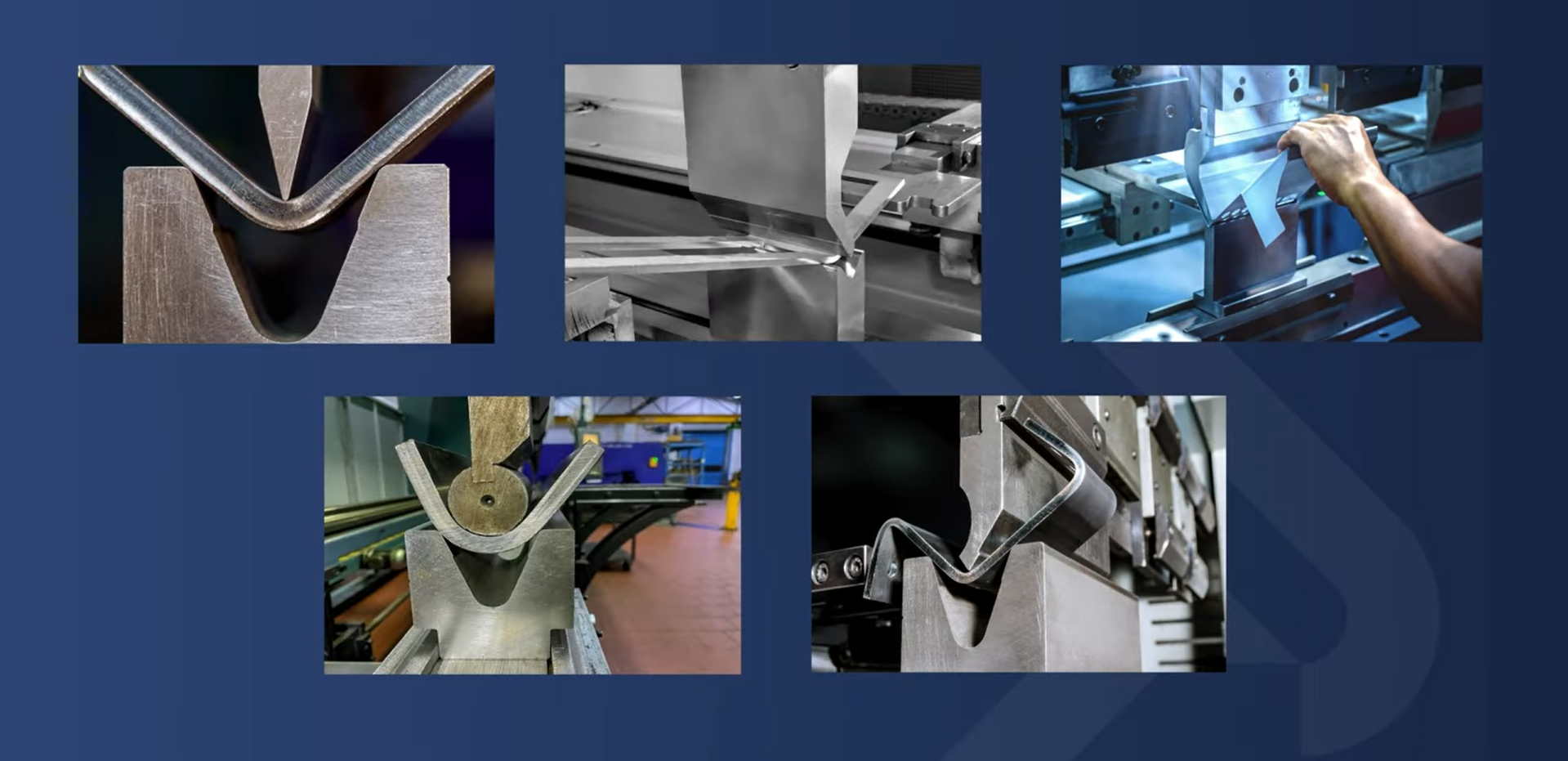
V-образный изгиб
V-образная гибка используется для многих углов. Подходит для малых и больших производственных циклов. Этот метод требует точного инструмента и настройки для создания точных изгибов. V-образная гибка лучше всего подходит для создания простых изгибов и углов в листах нержавеющей стали.
U-изгиб
U-образная гибка помогает создавать U-образные профили. Вы можете сделать это с помощью обычного инструмента листогибочного пресса. Этот метод может потребовать нескольких шагов или специального инструмента для более глубоких U-образных изгибов. Люди часто используют U-образную гибку для изготовления каналов и рам.
Валковая гибка
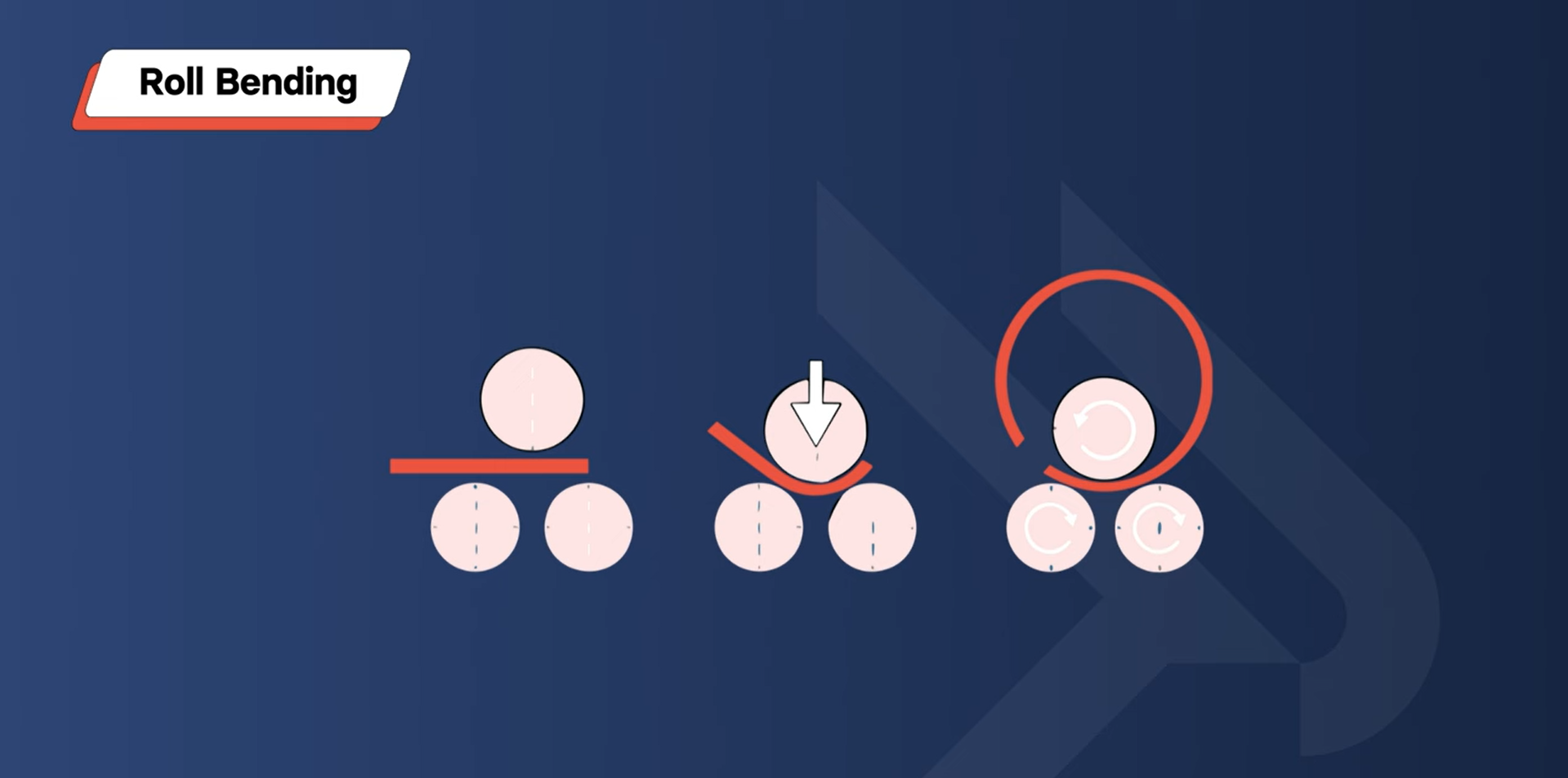
Гибка вальцами отлично подходит для создания изгибов большого радиуса и цилиндрических форм. Несколько цилиндрических осей вращают и формируют листовой металл, в основном в цилиндры. Он подходит для длинных листов и более толстых материалов. Вам понадобятся гибочные машины вальцами, которые могут стоить дороже и занимать больше места. Этот метод часто используется для производства труб, трубок и больших изогнутых панелей.
Изгиб воздуха
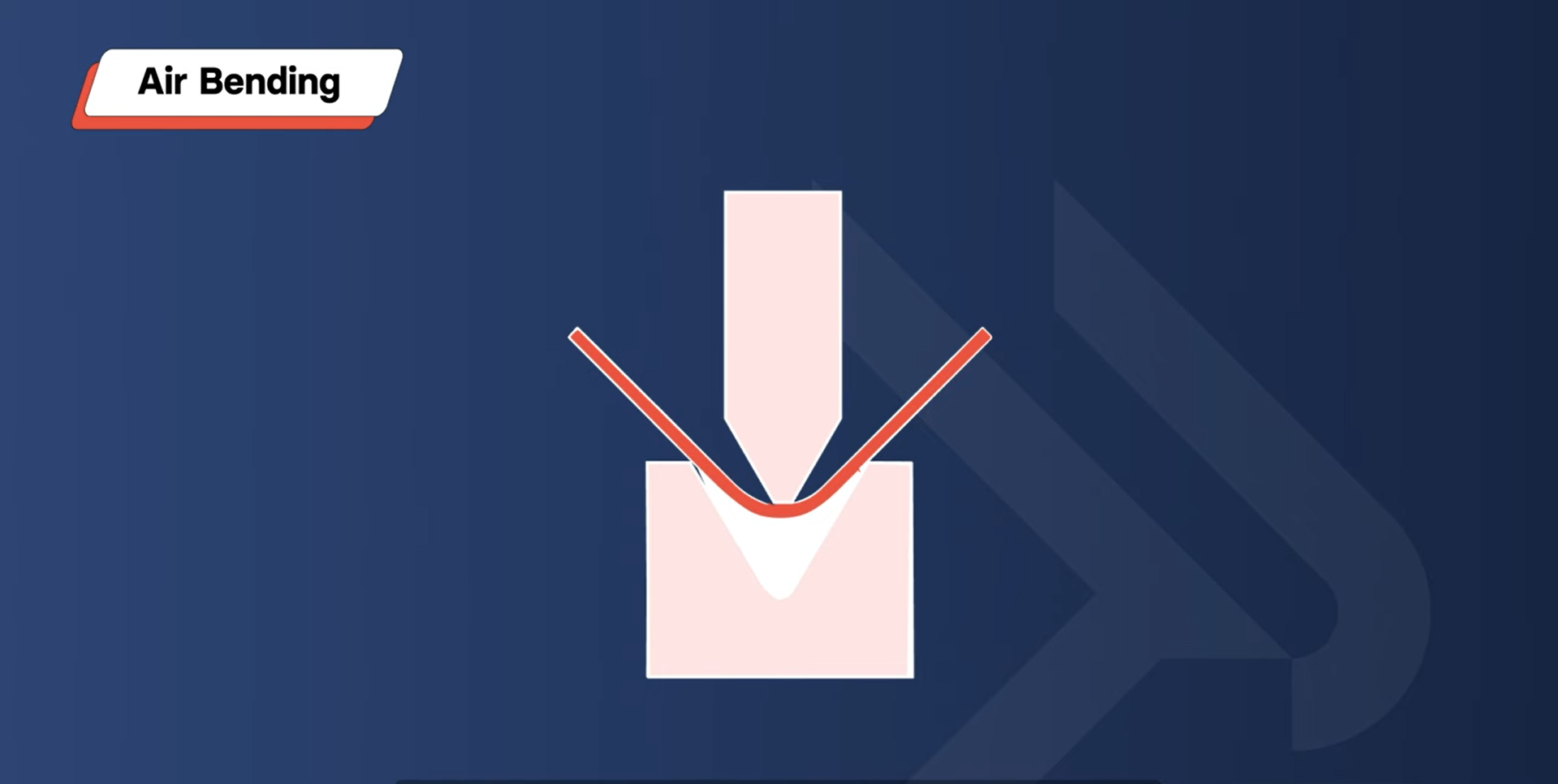
Воздушная гибка дает больше возможностей и требует меньше энергии, чем нижняя гибка. Вы можете делать разные углы, используя те же инструменты. Но это не так точно, как нижняя гибка, и металл может отскочить. Воздушная гибка хорошо подходит для создания множества углов и сложных форм в листах нержавеющей стали.
Ключевые соображения
При выборе метода гибки определите требуемый угол изгиба, чтобы выбрать подходящий метод и инструмент. Учитывайте минимальный радиус изгиба для нержавеющей стали, чтобы избежать трещин или разрушения материала. Рассчитайте допуск на изгиб, чтобы учесть растяжение материала и обеспечить точные размеры.
Конструктивные особенности гибки листового металла
- Радиус изгиба: Убедитесь, что радиус изгиба соответствует толщине материала или превышает ее. Это поможет вам избежать трещин. Каждому материалу нужен свой минимальный радиус изгиба. Нержавеющая сталь часто требует большего радиуса, потому что она прочнее.
- Длина изгиба: Ваш пресс-пресс или гибочная машина должны быть в состоянии справиться с длиной изгиба. Сохраняйте длину одинаковой, чтобы предотвратить изменения в конечном продукте.
- Расстояние изгиба: Оставьте достаточно места между изгибами, чтобы инструменты не мешали и чтобы изгибы были аккуратными. Продумайте порядок изгибов, чтобы избежать столкновений и облегчить управление.
- Расстояние от отверстия до края: Сделайте отверстия на расстоянии не менее двух толщин материала от изгиба. Это предотвратит изменение формы областей вокруг отверстий. Убедитесь, что отверстия не слишком близко к месту изгиба, чтобы сохранить прочность конструкции.
- Отпрянуть: Помните о пружинении, когда материалы пытаются вернуться к своей первоначальной форме после того, как вы их согнули. Чтобы получить нужный вам угол в конечном итоге, немного измените угол изгиба. Каждый материал пружинит по-разному. Например, нержавеющая сталь отскакивает сильнее, чем алюминий.
- Допуски обработки: Укажите допуски, которые соответствуют возможностям вашего процесса гибки. Всегда проверяйте, что эти допуски одинаковы для всех деталей, чтобы поддерживать единообразную сборку.
- Свойства материала: Поймите предел прочности вашего материала. Более высокий предел прочности требует большего усилия для изгиба и может потребовать специального инструмента. Более пластичные материалы могут выдерживать большую деформацию без растрескивания.
Меры предосторожности и лучшие практики
Безопасность превыше всего, когда вы работаете с листовым металлом. Вот подробный обзор того, как оставаться в безопасности и следовать лучшим практикам:
1. Защитное снаряжение
Наденьте защитные перчатки, чтобы защитить руки от острых краев. Наденьте защитные очки или очки, чтобы защитить глаза от летящих осколков и металлической стружки. Если вы находитесь в шумном месте, используйте беруши или наушники, чтобы уберечь слух. Надевайте одежду с длинными рукавами и брюки из прочной ткани, чтобы защитить кожу от порезов и ожогов.
2. Настройка рабочей зоны
Обеспечьте хорошую циркуляцию воздуха, чтобы избежать вдыхания паров при сварке или резке металла. Хорошее освещение играет ключевую роль в точности и безопасности. Хорошо освещайте свое рабочее место, чтобы избежать несчастных случаев. Содержите свое рабочее место в чистоте и порядке, чтобы предотвратить падения и другие опасности.
3. Методы подъема и перемещения
Чтобы поднять тяжелые материалы, опирайтесь на ноги, а не на спину. Согните колени, держа спину прямо. Попросите коллегу помочь вам с большими или тяжелыми листами, чтобы предотвратить растяжение и травмы. Обращайтесь с острыми или горячими материалами, используя подходящие инструменты, такие как зажимы и щипцы.
4. Безопасность машины
Убедитесь, что вы прошли надлежащую подготовку по использованию всех машин и инструментов. Регулярно проверяйте и ремонтируйте оборудование, чтобы оно работало хорошо. Узнайте, где находятся кнопки аварийной остановки на всех машинах и как ими пользоваться.
5. Общие рекомендации
Думайте о том, что вы делаете, и не позволяйте вещам отвлекать вас. Соблюдайте все правила безопасности, которые применяются на вашем рабочем месте. Немедленно сообщите своему начальнику, если вы видите что-то небезопасное или если оборудование работает неправильно.
Расчет допуска на изгиб для листового металла
Вы правы! Расчет допуска на изгиб для листового металла имеет решающее значение для точного изготовления. Вот расшифровка формулы, которую вы упомянули:
Формула допуска на изгиб (BA):
BA=(π/180) x B x (IR+K x MT)
Где:
- ( BA ) = Допуск на изгиб
- ( B ) = Угол изгиба (в градусах)
- (IR) = Внутренний радиус изгиба
- ( K ) = K-фактор (константа, которая представляет местоположение нейтральной оси)
- ( MT ) = Толщина материала
Шаги по расчету допуска на изгиб:
- Определите угол изгиба (B): Измерьте угол, под которым будет согнут листовой металл.
- Измерьте внутренний радиус (IR): Это радиус внутренней кривизны изгиба.
- Найдите К-фактор (К): Этот коэффициент зависит от материала и процесса гибки. Обычно он составляет от 0.3 до 0.5 для большинства материалов.
- Измерение толщины материала (ТМ): Это толщина листового металла.
Пример расчета:
Предположим, у вас есть листовой металл со следующими свойствами:
- Угол изгиба (B) = 90°
- Внутренний радиус (IR) = 5 мм
- K-фактор (K) = 0.3
- Толщина материала (ТМ) = 2 мм
Подставляем эти значения в формулу:
БА = (π/180) х 90 х (5+0.3 х 2)
БА =1.5708×(5+0.6)
БА =1.5708×5.6
БА ≈8.8 мм
Таким образом, припуск на изгиб составит примерно 8.8 мм.
Гибка листа нержавеющей стали на листогибочном прессе
Для получения хороших результатов при гибке листов из нержавеющей стали на листогибочном прессе необходимо уделять особое внимание некоторым основным факторам.
Для начала вам необходимо рассчитать правильное количество силы или тоннажа, поскольку нержавеющая сталь прочнее и труднее сгибается, чем другие металлы. Формула поможет вам это выяснить:

Команда материальный фактор для SS находится около 1.6.
После этого выбор правильного инструмента и штампа имеет большое значение. Ширина V-образного штампа должна быть около 8 раз такой же ширины, как толщина листа. Таким образом, для листа толщиной 1 мм вам понадобится матрица с отверстием 8 мм.
Вы можете сгибать металл разными способами, например, гибка воздухом, гибка снизу и чеканка. Гибка воздухом — самый распространенный способ. Он позволяет больше менять угол, поскольку пуансон не проталкивает лист полностью в матрицу.
Нержавеющая сталь обладает особыми свойствами, такими как упрочнение. Это означает, что она становится прочнее, если с ней больше работать. Это может затруднить ее изгиб, поэтому важно хорошо знать материал.
Подводя итог, можно сказать, что использование листогибочного пресса с ЧПУ может повысить точность и упростить многократное выполнение гибок с высокой точностью при работе с более сложными формами.
Методы загиба и подгибки краев

Сгибание кромок помогает придать форму краям металлических листов. Вы помещаете металлический лист в листогибочный пресс или гибочную машину. Затем пуансон оказывает давление, чтобы согнуть край под нужным углом. Люди часто используют эту технику для изготовления фланцев и швов в металлообработке.

Подгибка сгибает край металлического листа на себя. Это создает гладкий, закругленный край. Вы начинаете с того, что сгибаете лист под прямым углом. Затем вы сгибаете его, чтобы сформировать подгиб. Вы можете сделать это в один прием или в несколько. Производители автомобилей и бытовой техники часто используют подгибку. Она придает металлическим деталям безопасные готовые края и делает их прочнее.
Заключение
Если вы планируете согнуть лист нержавеющей стали, вы должны тщательно спланировать и выполнить работу. Понимание основ гибки листового металла и выбор правильных инструментов и методов имеют решающее значение для достижения желаемых результатов. При гибке листов нержавеющей стали учитывайте свойства материала, технику гибки и конструктивные особенности.
Для высококачественных изделий, изготовленных по индивидуальному заказу с помощью лазерной резки и соответствующих потребностям вашего крупного станка, доверьтесь BaisonLaserЕсли вам нужна точная гибка, услуги листогибочного пресса или другие индивидуальные решения, у BaisonLaser есть опыт и технологии для достижения исключительных результатов. Свяжитесь с BaisonLaser сегодня обсудить ваш проект и посмотреть, как они могут помочь вам достичь ваших целей!
Вопросы и ответы
Что такое гибка листового металла?
Гибка листового металла — это производственный процесс, который деформирует плоские металлические листы в желаемые формы с помощью силы. В этом процессе используются такие инструменты, как пуансоны и матрицы. Обычно, лазерная резка листового металла гнутся с помощью листогибочных прессов или трубогибов.
В чем разница между воздушной и нижней гибкой?
Гибка воздухом сгибает металл, не вдавливая его полностью в матрицу. Вы получите большую гибкость в регулировке угла, но будет больше отпружинивания. Напротив, гибка снизу вдавливает металл полностью в матрицу. Она создает точные углы с меньшим отпружиниванием, но требует разных инструментов для каждого изменения угла.
Каков минимальный радиус изгиба листов нержавеющей стали?
Минимальный радиус изгиба для листов нержавеющей стали обычно составляет от 1 до 2 толщин материала в зависимости от марки и закалки нержавеющей стали. Например, общепринятым правилом является использование радиуса изгиба, по крайней мере, в 1.5 раза превышающего толщину, для достижения оптимальных результатов.
Каково значение припуска на изгиб при гибке листового металла?
Допуск на изгиб учитывает растяжение материала в процессе гибки. Точный расчет допуска на изгиб помогает предотвратить такие проблемы, как зазоры или несоосность в собранных деталях.
Можно ли нагреть нержавеющую сталь, чтобы согнуть ее?
Да, нагревание нержавеющей стали может сделать ее более пластичной и более гибкой, особенно для более толстых материалов. Однако перегрев стали может привести к изменению свойств материала или окислению поверхности.