В то время как LBW использует фотоны, а EBW создает сфокусированный поток электронов, кинетическая энергия как электронов, так и фотонов превращается в тепло, как только они вступают в контакт с поверхностью металла. Вот почему большинство людей считают, что LBW и EBW похожи, но у них разные методы и приложения.
Нет сомнений в мощности и гибкости методов сварки EB и LB. Они могут выполнять сварку с высочайшей точностью, обеспечивая при этом достаточную мощность для сварки даже огромных деталей. Автоматизация процесса также возможна для обоих способов сварки.
Помимо этого, они даже производят удивительные работы как с эстетической, так и с металлургической точки зрения, но у них все же есть уникальные отличия, которые их отличают.
Давайте рассмотрим каждый из них, чтобы понять их плюсы и минусы.
Лазерная сварка (LBW)
Лазерная сварка использует либо импульсный выход, либо непрерывную волну (CW) фотонов для сварки.
Лазеры работают достаточно просто – процесс включает повышение и понижение энергетического состояния материала. Когда это делается в быстрой последовательности, побочным продуктом являются фотоны. CW в основном характеризуется тем, что лазер всегда включен на протяжении всего процесса, в то время как импульсный выход имеет время отключения между импульсами для модуляции выходного сигнала лазера.

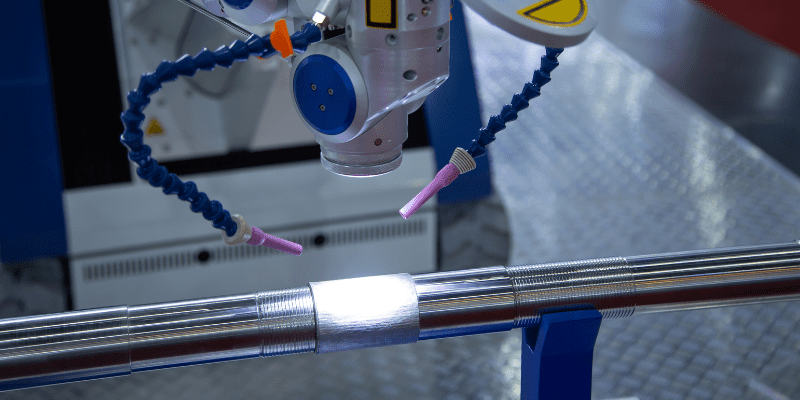
Как в импульсных, так и в непрерывных волновых системах фокус лазерного луча всегда находится на поверхности свариваемой детали. Доставка лучей может осуществляться по очень гибким оптоволоконным кабелям или по более распространенной жесткой оптике. Разница между ними заключается в том, что гибкая волоконно-оптическая система доставки позволяет размещать лазер на рабочих станциях вдали от основной машины.
В настоящее время автоматизация и контроль работы LBW и всего процесса проектирования осуществляется с помощью автоматизированного производства (CAM). Роботизированная сварка использует волоконную оптику для доставки лазера к свариваемым компонентам. Скорость и универсальность LBW увеличиваются при использовании лазерного сканирования, особенно вдоль стыков сварного шва.
Лазерная сварка лучше дуговой?
Мощность дуговой сварки поступает от источника постоянного или переменного тока для создания тепла около 6500 ° F. Это позволяет металлу расплавиться и получить сварной шов. Это работает для большинства работ, но высокая плотность энергии лазерной сварки выполняется намного быстрее. Метод LBW доводит поверхность материала до температуры ликвидуса намного быстрее, чем при сварке металлов в среде инертного газа (MIG). Газовая вольфрамовая дуговая сварка (ГТАВ) или Вольфрамовая сварка в среде инертного газа (ТИГ).

Также помогает то, что у энергии лазера есть только небольшое количество времени, чтобы рассеяться внутри материалов или деталей. В результате LBW имеет меньшую зону нагрева и создает меньшую нагрузку на компонент. Большим преимуществом LBW по сравнению с традиционными методами дуговой сварки является импульсный выход — быстрые циклы охлаждения между импульсами хорошо подходят для материалов, чувствительных к нагреву.
В чем преимущество сварки LB перед сваркой EB?
Самый очевидный Преимущество лазерной сварки Отличительной чертой сварки ЭП является отсутствие вакуумной камеры при ее работе. В отличие от физического ограждения, необходимого для электронно-лучевой сварки, лазерная сварка гораздо более гибкая. LBW также имеет более простые требования к инструменту по сравнению с требованиями EBW.
Поскольку для электронно-лучевой сварки требуются более точные и уникальные компоненты, лазерная сварка гораздо более масштабируема. Вариантов деталей для сборки предостаточно. В результате строительство и обслуживание лазерной сварки дешевле по сравнению с электронно-лучевой сваркой.
Лазерная сварка лучше?
Лазерная сварка лучше, если вы работаете и соединяете детали, которые не подходят или даже не поместятся в вакуумной камере электронно-лучевой сварки. Есть даже некоторые сварочные приспособления, которые могут не помещаться внутри сварочных камер для ЭЛС. А поскольку электронно-лучевая сварка происходит в вакууме, наличие жидкости в компонентах внутри камеры оказалось бы невыгодным. Здесь может помочь лазерная сварка.
Минусы использования лазерной сварки
Для защиты зоны сварки от кислорода требуется сварка LB с использованием защитного газа. Но в результате это помогает повысить эффективность процесса и чистоту работы. Еще одной проблемой является отражательная способность материалов из алюминия, золота, меди и серебра, которые вы соединяете вместе. Чем больше он отражает, тем больше он может отклоняться и свести к минимуму проникновение лазера в сварной шов.
Именно здесь появляется импульсный выход и ломает поверхность с различной выходной энергией. Это снижает вероятность деформации детали в материале. Конечно, вы все еще можете использовать в процессе непрерывные волны, но рискуете деформироваться. Но небольшая область термического воздействия лазерной сварки помогает гарантировать, что другие области материала не затронуты. Это полезно при нагреве электронных компонентов, хирургических устройств и других точных инструментов.
Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка использует огромную кинетическую энергию быстро движущихся электронов для сварки компонентов. Процесс начинается с нагревания вольфрамовой нити до тех пор, пока она не испустит электроны. Затем с помощью магнитных линз и электрических полей эти ускоренные электроны фокусируются на участках, которые нагреваются и спаиваются.
Несколько отраслей промышленности быстро использовали EBW с момента его выпуска в конце 1950-х годов. Причина в том, что он помогает обеспечить непревзойденную прочность и сверхъестественную точность сварных швов. В значительной степени это связано с тем, что вы можете точно разместить электронный луч, и даже после сварки он оставляет свариваемый материал с до 97% его первоначальной прочности.
Помимо чистоты и прочности материала, электронно-лучевая сварка также помогает устранить загрязнения в сварном шве. Это потому, что процесс происходит внутри жестко контролируемой вакуумной камеры. Окисление меньше, потому что воздух или другие газы не реагируют на сварку.
Вакуумная камера не только предотвращает окисление, но и помогает лучше контролировать точное положение электронного луча во время сварки. Более низкое давление окружающей среды приводит к лучшему контролю над электронами. Вот почему электросварка является выбором для нескольких отраслей, таких как производство электроэнергии, аэрокосмическая и атомная промышленность.
Одним из уникальных преимуществ сварки EB по сравнению со сваркой LB и даже дуговой сваркой является ее способность сваривать разнородные материалы с различными температурами плавления. Выполненный вне сварного шва EB, материалы, соединенные вместе, могут стать хрупкими. Сварка ЭП может расплавить низкотемпературный материал и приварить его к нерасплавленному высокотемпературному материалу. Результатом является герметичная и компактная сварочная работа.
Также полезно знать, что EBW подразделяется на две (2) классификации в зависимости от мощности. При работе с напряжением 60 киловольт (кВ) или мощностью, то есть низковольтной ЭЛС. Высоковольтная ЭЛС находится на уровне 150 киловольт (кВ).
В чем преимущество сварки EB по сравнению со сваркой LB?
Электронно-лучевая сварка работает лучше всего, когда материалы, которые вы свариваете, плохо соединяются друг с другом, например, в алюминиевых сплавах. Работать с никелевыми сплавами и даже с титаном лучше при сварке в вакуумной камере.
Процесс работы и сварки в вакуумной камере помогает гарантировать отсутствие загрязнений на сварном шве. EBW также обеспечивает более глубокое проникновение в материалы, с которыми он работает. В результате электронно-лучевая сварка получила более широкое распространение и является частью большинства сварочных спецификаций.
Электронно-лучевая сварка лучше дуговой?
Некоторые трудносвариваемые материалы необходимо соединить друг с другом, и сварка электронно-лучевым электродом отлично подходит для этой цели. Особенно, когда вы работаете с алюминиевыми сплавами или даже с никелевыми сплавами. Но необходимая вакуумная камера значительно усложняет задачу, особенно если у вас простая сварочная работа. В таких случаях дуговая сварка может быть лучшим вариантом.
Электронно-лучевая сварка лучше?
Электронно-лучевая сварка лучше подходит для соединения материалов с разными температурами плавления. Сварка электронно-лучевой сваркой также будет лучше, так как окисление снижается, так как весь процесс происходит внутри вакуумной камеры.
Минусы использования метода сварки EB
Необходимость в вакуумном корпусе также является серьезной проблемой при электронно-лучевой сварке. Логистика и компоненты, необходимые для сборки камеры, зависят от материала, который вы свариваете. Размер камеры определяет размер деталей, с которыми она может работать. Если вам нужно работать с большими деталями, вы должны создать большую вакуумную камеру.
EBW уже несколько десятилетий полностью управляется компьютером. Частично это связано с тем, что использование вакуума и наличие рентгеновского излучения в процессе делает невозможным обращение с ним человека. В результате компьютеры должны запускать весь процесс. Это означает, что для электронно-лучевой сварки требуются хорошо обученные операторы, работающие с компьютерами. Обслуживание частей и компьютеров, на которых он работает, также должно быть точным. Не говоря уже о том, что настройка процесса и его запуск могут быть довольно дорогими.
Процесс также можно разделить на три этапа: загрузка сварочной камеры, вакуумная откачка, фактическая сварка деталей и необходимость сброса вакуума. Сложными областями для операторов являются откачка и загрузка свариваемых материалов. Это занимает больше всего времени.
Есть ли преимущества у сварки EB и сварки LB по сравнению с дуговой сваркой?
Иногда вы ищете конкретные сварочные работы для своих проектов. Если это так. Методы сварки LB и EB должны быть вашим основным процессом. Сварные швы LB могут работать в точных и небольших местах в материалах, которые вы соединяете вместе. Сварные швы EB исключают окисление и могут работать с материалами с разными температурами плавления.
Но дуговая сварка лучше всего подходит для работ, требующих мобильности. Для сварки LB и сварки EB требуется гораздо больше компонентов для сварных швов. Для электронно-лучевой сварки даже требуется вакуумная камера, чтобы помочь направить и сфокусировать электроны на сварочной работе.
Что лучше, электронно-лучевая сварка или лазерная сварка?
Если вы работаете с огромными материалами, которые не помещаются в вакуумной камере, лазерная сварка лучше, чем электронно-лучевая. Гибкость, которую он предлагает, намного выше, когда вы ограничены работой внутри камеры.
Но если вам нужно справиться с загрязнением сварного шва и вы работаете с никелевыми или алюминиевыми сплавами или другими материалами, которые плохо соединяются, электронно-лучевая сварка предпочтительнее. Вы достигаете более глубокого проникновения в сварной шов.
Байсон имеет почти 20-летний опыт работы в сварочной отрасли и является всемирно известным производителем сварочного оборудования. Если вам нужно сварочное оборудование, пошевелите пальцами, чтобы связаться с нами сейчас, мы предоставим самое профессиональное руководство!