Лазерная сварка — это мощная технология, использующая тепло лазерной технологии для соединения двух материалов, например стальных пластин. Из-за естественной реакции металлов на сильные температуры сварка сталкивается с проблемой, называемой сварочной деформацией. Это тип искажения, который может поставить под угрозу целостность сплавленных металлов. К счастью, есть способы минимизировать деформацию, реализуя параметры сварочного процесса.
В этой статье мы сосредоточимся на том, что такое деформация при сварке, что ее вызывает и как можно минимизировать ее влияние. Вы также найдете эффективные советы, которые помогут устранить последствия деформации при сварке.
Что такое деформация лазерной сварки?
Искажение или деформация сварного шва включает в себя изменение формы и размеров металлической конструкции. Это естественный эффект сварки. Когда металлы подвергаются лазерной сварке, они подвергаются воздействию сильного тепла, которое приводит к их плавлению. Это приводит к расширению материала.
Когда расплавленный металл остывает до комнатной температуры, он затвердевает и начинает сжиматься. Это остаточный стресс. Если нагрев локализован, а остальная часть металлической поверхности не нагрета, она не будет расширяться или сжиматься таким же образом. Это вызовет искажения.

О лазерной сварке
Чтобы лучше понять, как происходит деформация, важно понять, что лазерная сварка есть.
Команда Национальный Институт Стандартов и Технологий считает, что эта техника довольно популярна в мире производства. Это настолько распространено, что правительственное агентство США потратило ценные ресурсы на «улучшение моделирования» процедур лазерной сварки в надежде, что это упростит производственные процессы в будущем.
В отличие от дуговая сварка в которой используется подвод тепла от дуги, в лазерной сварке используется тепловложение от лазерного луча. Лазер достигает точки плавления металла, создавая крепкий сустав и соединять материалы вместе.
Оба они эффективны при сварке даже высокопрочной стали. Однако процесс лазерной сварки считается более эффективным для получения точной отделки, что обеспечивает более высокое качество сварного шва.
Материалы, склонные к деформации после сварки
Чтобы определить, что делает материал подверженным сварочной деформации, необходимо понять свойства, влияющие на деформацию. Некоторые материалы более склонны к деформации из-за двух свойств: физических и механических.
1. Физическое свойство является мерой теплового расширения и теплопроводности.
- Термическое расширение Это движение металла, когда он расширяется при нагревании и сжимается при охлаждении. Если есть высокий коэффициент, материал с большей вероятностью будет расширяться и сжиматься, поэтому он будет больше искажаться.
- Теплопроводность, с другой стороны, измеряет поток тепла вдоль материала. Высокая проводимость быстрее рассеивает тепло. Поскольку наличие тепла делает материал склонным к деформации, низкая проводимость увеличивает вероятность деформации во время сварки.
2. Что касается механических свойств, следует учитывать две вещи: предел текучести и модуль упругости.
- предел текучести относится к тому, насколько сильно он может быть напряжен в ответ на внешние силы. Таким образом, материал с более высоким пределом текучести имеет более высокое остаточное напряжение, что более склонно к деформации.
- Модуль упругости относится к способности материала расширяться и сжиматься. Более высокий модуль упругости означает, что материал обладает большей способностью сопротивляться деформации.
Учитывая эти свойства, можно предположить, что материалы склонны к деформации, если они имеют более высокий коэффициент теплового расширения, низкая теплопроводность, более высокий предел текучести и более низкий модуль упругости..
Чтобы дать вам контекст, взгляните на эти материалы.
| МАТЕРИАЛ | КОЭФФИЦИЕНТ ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ | ТЕПЛОПРОВОДНОСТЬ | ПРОЧНОСТЬ УХОДА | МОДУЛЬ УПРУГОСТИ |
| Нержавеющая сталь | 10 | 0.04 | 45 | 29 |
| Углеродистая сталь | 7 | 0.12 | 38 | 30 |
| Алюминий | 12 | 0.50 | 20 | 10 |
| Медь | 9 | 0.90 | 10 | 15 |
Сравнение нержавеющая сталь Что касается углеродистой стали, можно предположить, что первая более склонна к деформации, поскольку она имеет более высокий предел текучести и коэффициент теплового расширения, а также более низкую теплопроводность.
Между алюминием и медью первый склонен к деформации, поскольку он имеет более высокий предел текучести и коэффициент теплового расширения, а также более низкую теплопроводность.
Виды и причины деформации лазерной сварки
Было проведено несколько исследований, чтобы определить реальную причину искажений после процедуры лазерной сварки. Согласно одному исследованию, 3 фактора существенно влияют на производительность лазерной сварки: материал, процесс и геометрия.
Например, деформация при лазерной сварке происходит потому, что параметры сварки наносятся по-разному на поверхность металла. Скорость сварки, ток, угол и т. д. будут сосредоточены на свариваемой детали. По мере удаления от зоны сварки нагрев будет постепенно снижаться, а тепловые эффекты, такие как расширение металла, также будут уменьшаться.
В связи с этим можно с уверенностью предположить, что расширение будет варьироваться в зависимости от интенсивности тепла, полученного металлом.. В приведенном примере сварная деталь будет расширяться больше всего, поскольку она получает больше всего тепла от лазерного источника.
Когда процедура сварки закончится, металл начнет остывать и сжиматься. Металл будет продолжать сжиматься на ту же величину, на которую он расширялся. Это называется остаточным напряжением.
Если напряжение превышает предел текучести основного металла, могут возникнуть два типа напряжений.
- Сжимающее напряжение происходит в области, окружающей края основного металла.
- Растягивающее напряжение происходит, когда сжатие нагретого металла встречает сопротивление остальной поверхности металла (той, которая не нагрета).
Чтобы лучше понять это, лучше всего рассмотреть различные способы возникновения искажений по завершении сварки.
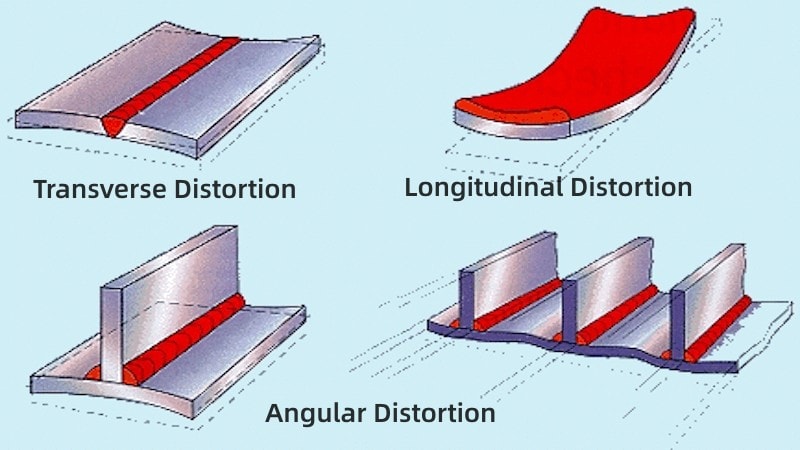
1. Продольное искажение
Как следует из названия, этот тип деформации происходит по длине материала подвергается сварке. Когда он остынет, сварной шов и область вокруг него сожмутся. В результате заготовка укоротится. Это приведет к тому, что внешние края будут выглядеть длиннее, а средняя часть станет похожей на дугу.
Деформация будет максимальной, особенно если заготовка не закреплена должным образом.
2. Поперечное искажение
Этот тип искажений возникает, когда края металла притягиваются друг к другу. Эта деформация вызвана слишком сильным сжатием, превышающим расширение, которое первоначально произошло в процессе лазерной сварки.
3. Угловое искажение
Угловое искажение происходит когда углы металлических листов изменяются в результате сжатия после завершения сварочных работ. Края металлического листа с одной стороны подтягиваются друг к другу, в результате чего материал выглядит изогнутым.
Если сварка соединяет металл под перпендикулярным углом, вертикальный металл не будет выглядеть прямым, а будет согнутым.
Если вы хотите узнать больше об этих трех типах сварочных искажений, прочитайте этой статье.
4. Комплексное искажение
Этот тип представляет собой сочетание обсуждавшихся ранее искажений. Это будет выглядеть как коробление, изгиб или деформация. Все это различные типы искривлений и деформаций, которые могут поставить под угрозу целостность свариваемого материала. Независимо от того, насколько прочен металл, если лазерная сварка вызовет его деформацию, это сделает сварку бесполезной.
10 способов минимизировать деформацию сварного шва
Хотя искажения неизбежны, это не значит, что вы ничего не можете сделать, чтобы их свести к минимуму. Так же, как существуют различные деформации, существуют также различные способы остановить деформацию нержавеющей стали и других металлов. Речь идет не о выборе прочности стали. Речь идет больше о том, что вы делаете до, во время и после сварки.
Вот 10 различных идей сварки, которые вы можете использовать.
1. Избегайте чрезмерной сварки
Сварка огромной площади приведет к увеличению возникающего сжатия. Вот почему вам следует спланировать процесс лазерной сварки особенно если вам нужно работать на огромной поверхности. Выбор размера поверхности сведет к минимуму сварочные искажения и остаточное напряжение, что позволит вам не тратить зря металл и время.
2. Используйте прерывистую сварку.
Это метод, при котором между сварными швами создается пространство. Вместо сплошного шва вы сварите дюйм, затем оставите место для несварного металла, а затем еще один шов. Это эффективно для минимизации деформации после завершения сварки.
3. Делайте меньше проходов
Еще один способ избежать деформации – ограничить количество проходов при сварке. Убедитесь, что одного прохода достаточно, чтобы избежать деформации. Вы можете попробовать выполнить большой проход сварки вместо нескольких маленьких проходов. В соответствии с ТВИБолее крупные одиночные сварные швы вызывают меньшие угловые искажения, чем сварные швы, выполненные несколькими небольшими проходами.
4. Подумайте о месте сварки.
Расположение сварки также важно. В идеале следует размещать сварные швы вблизи центра или нейтральной оси материала. Это сведет к минимуму искажения при лазерной сварке, когда она начнет сжиматься, поскольку будет меньше рычагов, когда сжимающие силы попытаются выйти из строя.
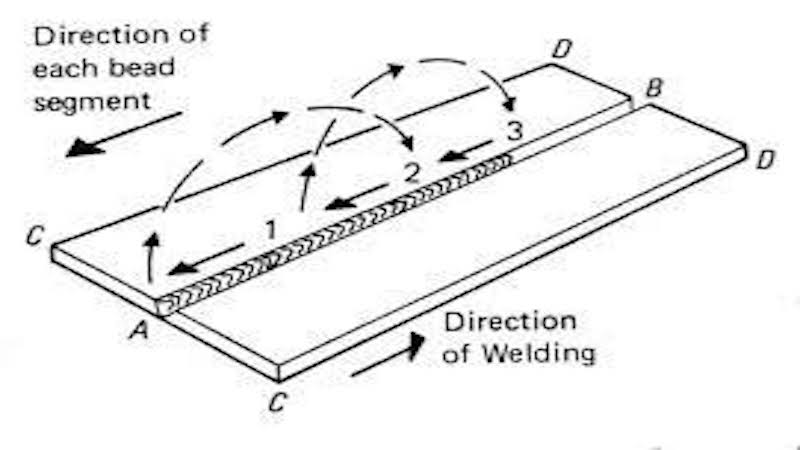
5. Попробуйте технику обратной сварки.
Обратная сварка Это метод, при котором направление сварки идет слева направо, а сегменты валика наплавляются справа налево. Это позволит расширить края, где расположены сегменты бортов, и временно отделить металлические пластины.
Когда движение слева направо будет завершено, последовательность бусин приведет к тому, что расширение будет меньше по мере завершения процесса. Это эффективный способ минимизировать искажения.
6. Предварительно настроенные свариваемые детали
Это потребует нескольких испытаний, чтобы убедиться, что вы минимизируете искажения после завершения сварки. Определите предустановку, которая была необходима для предыдущих сварных швов, чтобы вы могли оценить усадку, с которой вы столкнетесь. Это позволит вам внести коррективы, чтобы минимизировать сжатие и искажение.
7. Создайте последовательность сварки.
Не сваривайте детали по одной прямой линии. Создайте запланированную последовательность сварки Это может противодействовать усадке другой части собираемого материала. Зная, как сжимается металл, вы можете создать последовательность действий, чтобы сбалансировать реакцию и предотвратить деформацию.
8. Зажмите детали, чтобы зафиксировать их на месте.
Другой вариант - использовать зажимное приспособление пока вы свариваете детали. Это удержит их и не позволит расширению или сжатию исказить их. Держите детали зажатыми на месте до завершения процесса. Отсутствие движения снизит искажения.

9. Подумайте о снятии термического стресса
Это метод, при котором вы контролируете нагрев и охлаждение деталей, соединенных сваркой. Это когда ты повышать температуру , так и контролировать охлаждение управлять подчеркивается надевайте изделие во время сварки.
10. Сократите время сварки.
Вы также можете сократить время сварки, чтобы снизить риск деформации. Это будет сложно, если вы сделаете это вручную. Детали, которые вы сварили первыми, остыли еще до того, как вы закончили. Однако если у вас есть механизированное оборудование, используемое для сварки, это может сократить время процесса и свести к минимуму искажения.
Можете ли вы исправить сварочные искажения?
Если искажение уже произошло, не волнуйтесь: есть способы исправить его, не выбрасывая проект. Конечно, вам придется проанализировать ущерб, чтобы увидеть, можно ли его обратить вспять. Некоторые искажения слишком серьезны, чтобы их можно было исправить.
Но в большинстве случаев искажения можно исправить. Есть два способа сделать это.
I. Термическая коррекция
Эта корректирующая мера включает использование термического воздействия или тепла для создания локального напряжения, достаточно высокого, чтобы вернуть компоненту правильную форму. Некоторые сварщики называют это выпрямление пламени и применять его можно по-разному.
- Точечный нагрев. Это эффективный способ удаление пряжек в металлических листах. Нагрев применяется к выпуклой или закругленной части искажения. Если пятна небольшие, эта корректирующая мера может легко исправить искажения после сварки.
- Линейное отопление. Это нагревает искаженную часть в прямая линия – обычно это вдоль сварного соединения. Убедитесь, что нагрев подается на противоположную сторону, чтобы исправить любые угловые искажения.
- Клиновой нагрев. При этом клинья на компоненте нагреваются, чтобы исправить искажения. Это используется, когда крупные компоненты вовлечены.

II. Механическая коррекция
Механическая коррекция предполагает применение силы для исправления деформации после сварки. В зависимости от тяжести деформации или толщины металла вы можете применить силу, чтобы сделать деталь плоской.
Наносить его можно двумя способами: ударом молотком и прессованием. К инструментам, которые можно использовать для исправления деформации, относятся молоток, пневматический рычаг, клин или машинный пресс. Есть и другие инструменты, которые вы можете использовать.
Часто задаваемые вопросы о сварочных искажениях
Борьба с деформациями в процессе сварки – обычное явление. Но если вы достаточно понимаете, как и почему это происходит, вы можете настроить параметры, которые позволят вам минимизировать это.
Вот распространенные вопросы, возникающие при устранении деформаций во время сварки.
1. Почему происходит деформация сварного шва нержавеющей стали?
В связи с низкая теплопроводность пластин из нержавеющей стали, он более склонен к тепловому расширению. Низкая проводимость означает, что только небольшая часть материала нагревается и расширяется. Остальное остается более прохладным и, следовательно, не изменится, пока сварное соединение завершается.
Как только сварка завершена и сваренная деталь остынет, она может вытянуть остальную часть материала по мере сжатия. Это то, что приводит к еще большему искажению. Эту проблему можно решить, противодействуя быстрому нагреву и охлаждению во время лазерной сварки нержавеющей стали.
2. Можно ли контролировать металл, чтобы избежать деформации при сварке?
Вы не можете контролировать, как металл реагирует на тепло или лазер во время сварки. Однако вы можете понять факторы, которые способствуют искажению, и минимизировать его последствия. При тщательном планировании эти Факторы можно контролировать, чтобы нагрев от лазерной сварки сбалансировал процесс охлаждения и не деформировал металл.
3. Нужен ли вам опытный сварщик, чтобы избежать деформации?
Наличие опытного сварщика поможет избежать деформаций при сварке. Специалисты обладают достаточными знаниями и опытом, чтобы минимизировать или полностью избежать перекосов при сварке. Однако это не единственное решение. Если вы понимаете методы, которые могут минимизировать искажения, это не повредит свариваемому материалу.
Не позволяйте сварочной деформации поставить под угрозу ваши металлы
Искажение — распространенный эффект лазерной сварки. Это результат реакции металла на тепло. Однако вы можете минимизировать его влияние, если понимаете, как происходит искажение. Есть вещи, которые вы можете сделать, чтобы сбалансировать или противодействовать этим естественным реакциям.
Вы можете использовать зажим или специальные методы сварки, такие как обратный шаг, последовательность и т. д. Они могут предотвратить искажение. Использование правильных инструментов также облегчит сохранение целостности металлической конструкции.
Конечно, вы также можете сотрудничать с экспертом или профессиональным сварщиком, чтобы вам было удобнее.
Получите эффективные решения от Baison для минимизации сварочных деформаций!
Борьба с деформациями в процессе сварки может быть сложной задачей, но только если вы используете неправильные инструменты. Не ставьте под угрозу свое производство и проекты, используя некачественные инструменты. Байсон Лазер приводит качественные решения вашим потребностям в лазерной сварке.
Обеспечьте точность и эффективность за счет минимизации искажений. Свяжитесь с компанией Бэйсон Лазер поэтому мы можем помочь довести ваши проекты до конца с помощью самых современных лазерных технологий.