Лазерная сварка становится популярным методом в сварочной промышленности. Точный контроль и непревзойденные результаты позволяют сварщикам применять этот метод. Выбирая этот метод, многие сварщики, плохо знакомые с лазерной сваркой, не осознают важность подачи проволоки. Это может ухудшить качество сварки и привести к нежелательным результатам.
Глубокое понимание процесса подачи проволоки позволяет добиться желаемых характеристик сварного шва. В этом сообщении блога мы поделимся основами подачи проволоки при лазерной сварке. Вы также изучите проблемы, связанные с подачей проволоки, и их решения.
Основы лазерной сварки
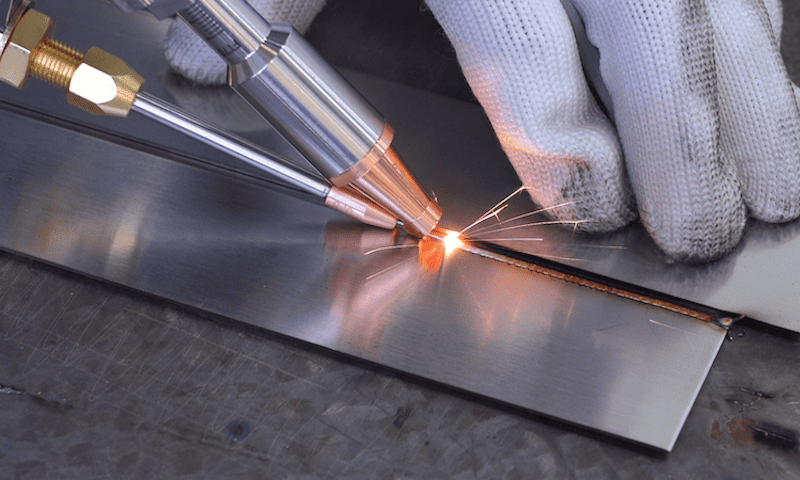
Лазерная сварка это точная технология сварки, в которой используется высокофокусированные лазерные лучи для соединения металлических заготовок. Лазерный источник создает высокоэнергетический лазерный луч, направленный на место между заготовками, которые вы хотите сварить.
Согласно АкадемияЛазерный луч создает локальное накопление тепла, которое плавит металл. Расплавленный металл сплавляет две заготовки., создание прочного сварного шва.
Сегодня используется несколько типов процессов лазерной сварки. Ниже приведены некоторые распространенные методы лазерной сварки, предполагающие подачу проволоки:
1. Сварка глубокого проникновения
Этот процесс лазерной сварки используется для сварки более толстые материалы и создание прочных сварных швов. Он использует мощный лазерный луч для достижения глубокого проплавления сварного шва. Мощный лазерный луч испаряет материал, создавая полость, называемую замочная скважина. Замочная скважина проникает внутрь заготовки, в результате чего сварной шов становится толще. К задней кромке этого отверстия добавляется расплавленный наполнитель для формирования сварного шва.

2. Лазерная шовная сварка
Этот подход к лазерной сварке создает непрерывный сварочный шов между двумя металлическими заготовками. Высокоэнергетический лазерный луч расплавляет присадочные стержни, образуя угловые соединения используя контролируемое движение. Непрерывные сварные швы повышают прочность конечного продукта, поскольку лазерный луч движется вдоль заготовок.
3. Гибридная сварка
Этот процесс сварки сочетает в себе технологию лазерной сварки с методами MIG или TIG. Сочетание передовых и традиционных подходов помогает создать надежный сварной шов. Лазер обеспечивает достаточную энергию для нагрева металла, а процессы MIG и TIG поставляют присадочный металл. Этот подход предлагает преимущества обоих типов сварки.
Понимание подачи проволоки при лазерной сварке
Подача проволоки относится к сложному процессу точное позиционирование металлической проволоки относительно лазерного луча для добавления присадки во время сварки. Скорость подачи проволоки также является важным аспектом этого процесса. Лазерный луч нагревает металлическую проволоку, переводя ее в жидкое состояние. Этот расплавленный металл служит присадочным металлом во время сварки, заполняя точку контакта между двумя заготовками.
1. Выбор материала
Выбор правильного материала сварочной проволоки имеет решающее значение для плавной подачи проволоки. Совместимость проволоки с основным материалом необходимо в этом процессе. Различные материалы имеют переменные металлургические и термические характеристики. Если материал проволоки несовместим с основным материалом заготовки, сварной шов получится слабым.

Следующие два типа проводов используются для лазерной сварки.
- Жесткие провода используются для подачи проволоки различных металлических деталей, что делает их универсальным выбором. Нержавеющая сталь и кремнийорганическая бронза обычно используются в качестве твердой проволоки. Нержавеющая сталь используется там, где необходимо сваривать различные материалы.
- Другой тип проводов мягкие провода. Алюминий — это обычно используемая мягкая проволока для сварки материалов с использованием портативный лазерный сварочный аппарат. Он используется для материалов, имеющих те же свойства, что и алюминий.
2. Диаметр проволоки

Диаметр проволоки является еще одним важным фактором, влияющим на лазерную сварку. Это влияет на размер сварочной ванны, создаваемой оборудованием для лазерной сварки. Это также влияет на общее качество сварного шва.
При выборе диаметра проволоки необходимо подумайте о пробеле, который вы хотите заполнить. Для заполнения глубоких и широких зазоров требуется более толстая проволока. Тонкой проволоке может потребоваться слишком много времени для подачи металлических деталей с большими зазорами. Вы можете использовать тонкую проволоку для точного заполнения небольших пространств и создания сложных сварных швов между металлическими заготовками.
2 различные технологии подачи проволоки
Для сварки металлов с помощью лазерных сварочных аппаратов используются два типа технологий подачи проволоки. Один из них — это подача горячей проволоки, а другой — подача холодной проволоки. Ниже представлен обзор двух методов подачи проволоки.
1. Подача горячей проволоки
Этот тип техники подачи проволоки используется нагретая присадочная проволока. Специальный блок питания нагревает провод. Источник питания контролируется и нагревает проволоку до определенной температуры, чтобы облегчить процесс сварки. Это также предотвращает превращение проволоки в дугу. Тепло лазерного луча плавит проволоку. Объединение двух источников тепла улучшает результаты сварки, обеспечивая локализованный сварной шов.
Подача горячей проволоки обеспечивает лучшее наплавление сварного шва в нужном месте. Это предполагает более низкое тепловложение, что сводит к минимуму деформацию сварного шва. Эти факторы помогают улучшить качество сварного шва.
2. Холодная проволока
Холодная проволока не требует предварительного нагрева присадочной проволоки. Он опирается только на лазерный луч, обеспечивающий энергию для нагрева, а также плавления провод. Подача проволоки с помощью холодная проволока отнимает много времени поскольку присадочной проволоке требуется больше энергии для достижения точки плавления, чем горячей проволоке.
Однако обращаться с холодным проводом проще. Это позволяет удобно работать с термочувствительными материалами для подачи проволоки. Вы также можете использовать компоненты подачи проволоки, склонные к деформации.
Как подача проволоки влияет на качество сварки?
Подача проволоки является важным методом сварки волоконным лазером, а также традиционными методами сварки. Это влияет на формирование сварного шва. Вот краткий обзор того, как это влияет на качество сварки:
1. Повышение толерантности суставов к посадке
Совместная подгонка относится к точности соосности свариваемых компонентов. В процессе сварки часто между заготовками остаются воздушные зазоры. Иногда в результате сварки образуются несоответствующие компоненты, что ухудшает структурную целостность изделия.
Подача проволоки играет важную роль в улучшение посадки суставов сварных деталей. Вы можете лучше контролировать сварочную ванну, точно подавая проволоку между металлическими заготовками.
2. Предотвращение растрескивания при затвердевании
Независимо от того, используете ли вы сварку лазерным лучом или сварку защитным металлом, риск растрескивания при затвердевании остается серьезной проблемой. В соответствии с ПриродаЭто дефект, который существенно влияет на структурную целостность сварного шва.

Правильный выбор материала присадочной проволоки и контроль скорости подачи проволоки позволяют исключить вероятность растрескивания при затвердевании. Точная подача проволоки также улучшает механические свойства свариваемых компонентов, повышая долговечность конечного продукта.
3. Улучшение профиля сварного шва
Профиль сварного шва вносит основной вклад в структуру свариваемых деталей. Подача проволоки обеспечивает присадочный материал, который создает сварной шов.
Правильная подача проволоки влияет на точность наплавки сварного шва. Это также устраняет подрезы из сварного шва, снижение стресса и улучшение внешней геометрии сварного шва. Более того, это повышает механические свойства сварного шва, обеспечивая более высокое качество продукта.
Настройка параметров подачи проволоки
Настройка параметров подачи проволоки может существенно повлиять на качество сварки. Ниже приведены некоторые важные параметры подачи проволоки и их настройка:
1. Скорость подачи проволоки
Скорость подачи проволоки для определенного воздушного зазора между двумя заготовками. Это контролирует нанесение присадочной проволоки между воздушным зазором. Это зависит от скорости сварки и площади поперечного сечения зазора между стыковочными поверхностями. На это также влияет площадь поперечного сечения присадочной проволоки.
Подача проволоки ограничивает скорость сварки поскольку на плавление проволоки расходуется значительное количество энергии лазера. Слишком низкая скорость подачи проволоки влияет на проволоку и свариваемые детали. Лазерный луч может расплавить большую часть проволоки. Это повреждает жидкометаллический мостик и приводит к образованию капель на конце присадочной проволоки. Это ухудшает внешний вид и целостность сварного шва.

С другой стороны, слишком высокая скорость подачи проволоки приводит к недостаточной подаче энергии для плавки. Увеличивает объем жидкого металла в жидкометаллической перемычке и на конце проволоки. Более того, нерасплавленный кусок проволоки также может попасть в сварочную ванну и вытолкнуть жидкий металл. Это приводит к образованию горбов при затвердевании. Это также может привести к пористость на глубине сварного шва.
A точный баланс скорости подачи проволоки необходимо для обеспечения глубокого проникновения присадочной проволоки. Вам необходимо поддерживать умеренную скорость сварки, чтобы обеспечить глубокое проваривание присадочной проволоки. Для создания нужной высоты шва также необходим точный баланс скорости подачи проволоки.
2. Взаимодействие лазерного луча с присадочной проволокой
Команда взаимодействие лазерного луча и присадочной проволоки Это еще один важный параметр, влияющий на подачу проволоки при некоторых методах сварки. Разоблачение короткая длина провода, подведенного к лазерному лучу, приводит к плавлению желаемого материала. Это также ограничивает плавление проволоки в начальной точке воздействия. Обеспечивает эффективную подачу присадочной проволоки в воздушный зазор.
Однако если длинная проволока подвергается воздействию лазерного луча, удлиненный конец чрезмерно расплавляется, что приводит к неравномерному образованию сварного шва. В экстремальных ситуациях воздействие длинных проводов может нарушить работу защитного газа.
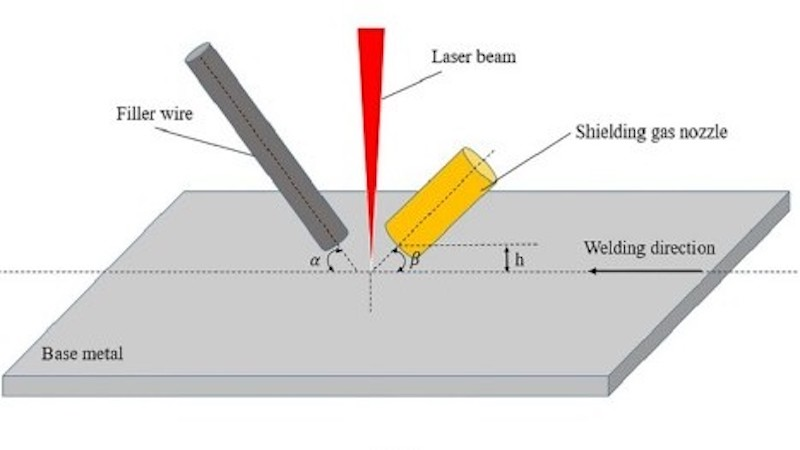
3. Угол доставки
Для точной подачи проволоки при лазерной сварке наиболее подходят углы от 30 до 60 градусов от перпендикуляра. Угол 45 градусов — лучший вариант для упрощения настройки.. Однако углы больше 60 градусов и меньше 30 градусов усложняют настройку.
3 типа механизмов подачи проволоки для лазерной сварки
Следующие три типы механизмов подачи проволоки Для лазерной сварки обычно используются:
1. Базовые механизмы подачи проволоки
Эти механизмы подачи имеют основной элемент управления скоростью подачи проволоки. В базовых кормушках используется двухвалковая система привода, который предназначен для работы со сварочными пистолетами длиной от 2 до 3 метров.
Некоторые базовые устройства подачи также имеют четырехроликовую систему привода для работы со сварочными пистолетами длиной более 3 метров. Их мотор недостаточно мощный и подходит для кормления. короткие провода небольшого диаметра.
2. Промежуточные устройства подачи проволоки
Промежуточные механизмы подачи проволоки поставляются с четырехвалковые системы привода, обеспечивающий лучший захват и работу с проволокой большего размера, чем простая система привода с двумя роликами. Они используются для более длинных сварочных пистолетов. С этим питателем вы можете работать с 6 длинными ружьями.

3. Усовершенствованные механизмы подачи проволоки
Усовершенствованные механизмы подачи проволоки предназначены для дают вам максимальный контроль над подачей проволоки процесс. Они оснащены улучшенными дисплеями, которые позволяют просматривать и настраивать различные параметры. Они могут выполнять сложные производственные задачи и обрабатывать несколько материалов одновременно.
Общие проблемы и решения
Ниже приведены некоторые распространенные проблемы с подачей проволоки и их решения:
- Механизмы подачи проволоки имеют решающее значение для плавной подачи проволоки. Однако неисправный механизм подачи проволоки может привести к плохой подаче проволоки. Чтобы предотвратить проблемы с механизмами подачи проволоки, необходимо регулярно чистите и смазывайте их.

- Неправильный размер приводных роликов. также приводит к неравномерной подаче проволоки. Используйте приводные ролики подходящего размера и типа для эффективной подачи проволоки.
- Контактные наконечники изнашиваются через некоторое время. Мусор и грязь на контактных наконечниках также приводят к ряду проблем при подаче проволоки. Регулярное обслуживание контактного наконечника может облегчить процесс подачи проволоки.
Часто задаваемые вопросы
1. Что такое механизм подачи проволоки в сварке?
Механизмы подачи проволоки представляют собой специально разработанные инструменты для добавления присадочного материала для заполнения воздушного зазора между заготовками.
2. Как подается сварочная проволока к сварочному пистолету?
Сварочная проволока подается к сварочной горелке через механизм подачи проволоки. Устройство подачи проволоки протягивает присадочную проволоку из катушки по тросу в сварочную горелку.
3. Что произойдет со сварочным током, если увеличить скорость подачи проволоки на сварочном контроллере?
По мере увеличения скорости подачи проволоки на сварочном контроллере источник питания будет подавать больший сварочный ток.
Заключение
Подача проволоки является решающим аспектом для точной сварки различных типов заготовок. Однако этот процесс требует различных факторов для получения желаемых характеристик сварного шва. Выберите правильный материал и диаметр проволоки, чтобы точно заполнить воздушный зазор и получить прочный сварной шов.
Кроме того, необходимо также иметь надежный аппарат для лазерной сварки. Baison Laser предлагает вам надежный аппарат для лазерной сварки и другие лазерные решения, в том числе лазерная резка, маркировкаи чистящие машины.
Начните подачу проволоки при лазерной сварке с помощью лазера Baison!
С ростом использования технологий лазерной сварки сегодня доступны различные машины для лазерной сварки. Выбор подходящего аппарата для лазерной сварки повлияет на ваши проекты. Байсон Лазер предлагает Вам лучшие аппараты для лазерной сварки. Свяжитесь с нами сегодня, чтобы узнать о наших новейших лазерных решениях. Наша команда поможет вам подобрать аппарат для лазерной сварки, соответствующий вашим потребностям.