В постоянно развивающемся мире производства и производства прецизионная сварка является очень востребованным методом. В последние годы лазерная сварка стала лидером среди конкурентов в качестве решения. Поскольку отрасли стремятся оптимизировать свои производственные процессы, оценка сильных и слабых сторон различных методов сварки стала критически важной.
В этой статье мы подчеркиваем различия между лазерной сваркой и традиционными методами сварки.
Что такое лазерная сварка?
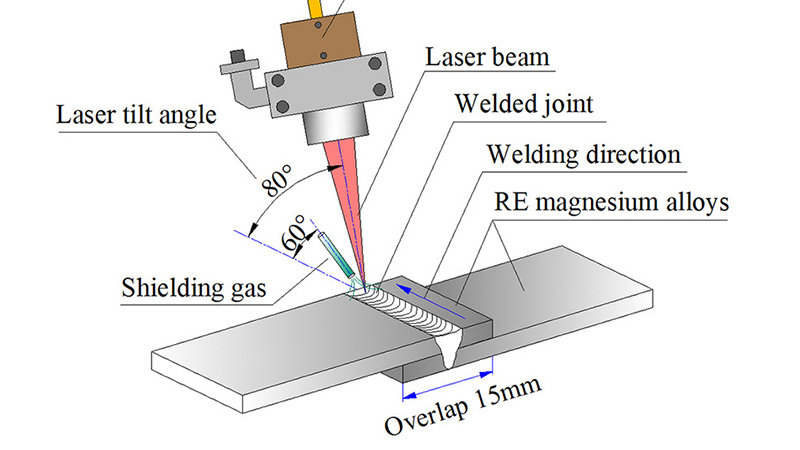
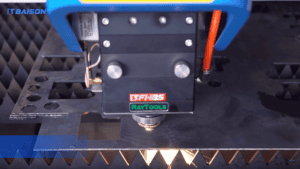
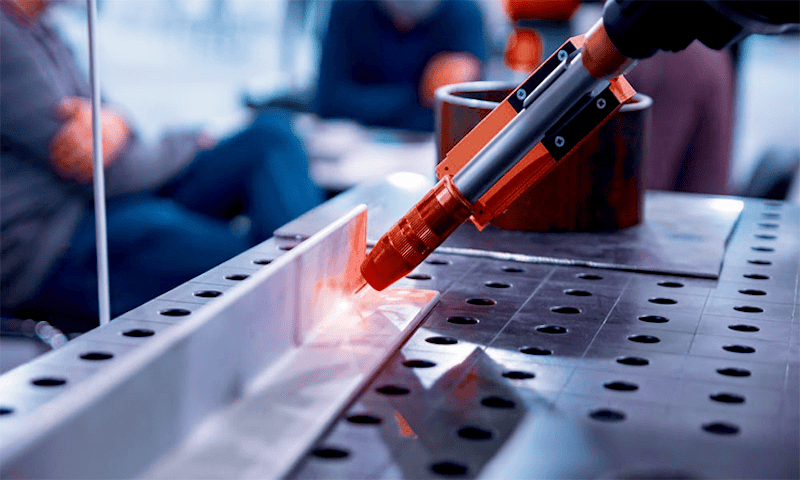
Команда лазерная сварка процесс использует концентрированный лазерный луч для избирательного плавления и соединения двух или более материалов вместе. За исключением некоторых портативные лазерные сварочные аппаратыВ большинстве случаев лазерная сварка выполняется на станках с ЧПУ (компьютерным управлением), что обеспечивает более высокую точность по всем направлениям.
Ключевой конструктивной особенностью лазерной сварки является ее способность концентрировать большое количество энергии в одной точке и подавать большое количество тепла в заготовку. за доли секунды. Короткий всплеск высокой тепловложения приводит к глубокому проникновению лазера при минимизации зоны термического воздействия (ЗТВ).
Типы лазерных сварочных аппаратов
Системы лазерной сварки можно разделить на несколько категорий в зависимости от источника лазера и режима работы.
Лазерный источник
- Газовая лазерная сварка – Для усиления лазерного луча используется газовая смесь CO2.
- Твердотельная лазерная сварка – Использует кристаллический сердечник для усиления света.
- Волоконно-лазерная сварка – Специализированная технология сварки в твердом состоянии с использованием оптоволоконных кабелей.
- Диодная лазерная сварка – Использует полупроводники для усиления света.
Лазерная операция
- Кондуктивная лазерная сварка – Включает в себя нагрев и плавление поверхности материала до тех пор, пока он не расплавится.
- Лазерная сварка замочной скважины – Использует сфокусированный лазерный луч высокой интенсивности для испарения металла, создавая отверстие в материале.
- Импульсная лазерная сварка – Лазерный луч быстро включается и выключается, импульсами поражая обрабатываемый материал. Использует меньше энергии и уменьшает зону термического воздействия.
- Непрерывная лазерная сварка – Лазерный луч остается включенным в течение всего процесса сварки. В основном используется для сварки более толстых материалов.
Совместимость материалов
В отличие от традиционных методов сварки, в которых для нагрева и плавления металлов используется электропроводность, лазеры основаны на тепле, генерируемом светом. Это означает, что лазеры могут эффективно сваривать металлы и неметаллы.
Вот некоторые из наиболее популярных материалов для лазерной сварки.
Драгоценные металлы
- Углеродистая сталь
- Нержавеющая сталь
- Медь и сплавы
- Алюминий и сплавы
- Магний и сплавы
- Никель и сплавы
- Титан
- и так далее
Неметаллы
- Керамика (Глинозем керамический)
- Полипропилен (ПП)
- Полистирол (ПС)
- Поликарбонат (PC)
- Акрилонитрилбутадиенстирол (ABS)
- Полиметилметакрилат (ПММА)
- Полиэтилентерефталат (ПЭТ)
- Полибутилентерефталат (PBT)
- и так далее
Преимущества
Команда преимущества лазерной сварки слишком много, чтобы перечислять. Итак, вот некоторые избранные, которые имеют наибольшее значение для бизнеса.
- Более высокое качество и Более прочные сварные швы
- Улучшенная обработка сварных швов
- Высокая скорость сварки
- Больше энергоэффективности
- Простота автоматизации
- Расширенная совместимость материалов
- Можно сваривать разнородные материалы (металлы с неметаллами)
I. Сварка TIG
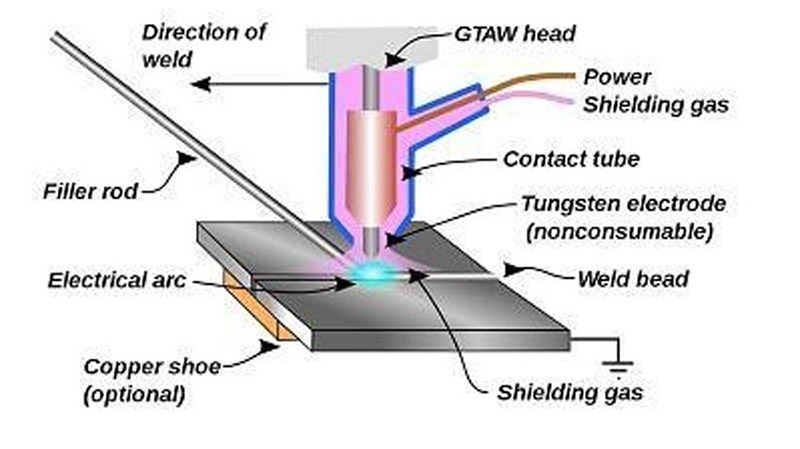
Сварка TIG (Сварка в инертном газе вольфрама) — это традиционный процесс сварки только металлов, в котором используется мощные электрические токи нагреть и расплавить заготовку. В ходе этого процесса электрическая дуга проходит через два электрода. Первый электрод представляет собой вольфрамовый стержень, завернутый в изоляционный материал для ручного использования, а второй — металлическую заготовку.
Сварочные аппараты TIG могут использовать постоянный ток (DC) и переменный ток (AC) для зажигания электрической дуги.
Вольфрамовый электрод окружен газовым соплом, из которого непрерывно выбрасывается поток газа. инертный газ (гелий или аргон) над сварочной ванной. В процессе сварки металл мотеля подвержен окислению. Следовательно, необходимо использовать защитный газ, чтобы сохранить сварной шов чистым от примесей. Этот процесс сварки также известен как газовая вольфрамовая дуговая сварка (англ.GTAW).
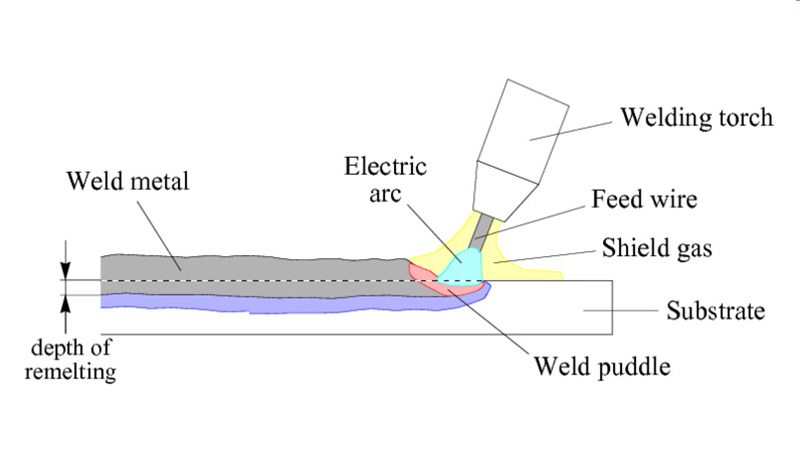
Сварка TIG может выполняться с присадочным материалом или без него. Присадочный материал представляет собой совместимый металл, обычно имеющий форму стержня, который медленно подается в зону сварки. Он заполняет зазор между двумя металлическими частями, создавая более прочную связь.
В отличие от других методов электродуговой сварки, сварка TIG не требует использования присадочного материала.
Совместимость материалов
Сварка TIG ограничена металл и металлические сплавы.
- Нержавеющая сталь
- Нержавеющая сталь
- Алюминий
- Никель
- Магний
- Медь
- Золото
Преимущества
- Широкая совместимость с металлами
- Наполнитель не требуется
- Экономичная сварка
- Легко учить
- Превосходно справляется со сваркой более толстых материалов
Нажмите здесь для сравнение лазерной сварки и сварки TIG.
II. МИГ-сварка
MIG-сварка (Metal Inert Gas Welding) — разновидность газовой дуговой сварки (Metal Inert Gas Welding).ГМАВ), похожий на TIG. В этом процессе расходный материал присадочная металлическая проволока действует как второй электрод. Когда электрический ток проходит через два электрода, присадочный материал плавится и течет в пространства между двумя заготовками.
A защитный газ (обычно аргон) сдувает нежелательный испарившийся металл и предотвращает окисление металла. Этот метод сварки требует непрерывная подача присадочного материала для ровных и точных сварных швов.
Совместимость материалов
Сварка MIG идеально подходит для металлических пластин, которые более дюйма в толщину.
- Алюминий
- Углеродистая сталь
- Нержавеющая сталь
- Сплавы
- и так далее
Преимущества
- Более высокая скорость сварки
- Чистая отделка
- экономически эффективные
Не забудьте узнать, как лазерная сварка по сравнению со сваркой MIG.
III. СМАВ
SMAW, или дуговая сварка защитным металлом, является ответвлением газометаллическая сварка метод. Ключевым отличием двух традиционных методов сварки является использование плавящегося электрода, покрытого флюсом.
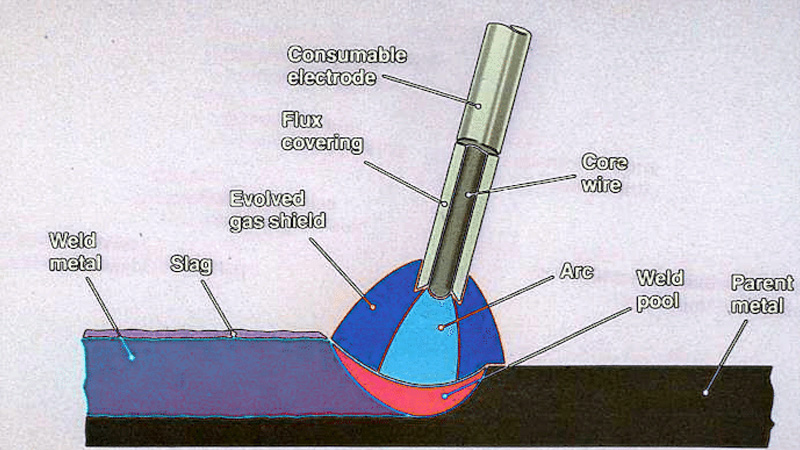
В отличие от сварки MIG, при которой используется простая металлическая проволока и газовая струя, при сварке SMAW используется сварочный аппарат. специализированный электродный стержень с флюсовым покрытием. Когда электрическая дуга нагревает электрод, флюсовое покрытие испаряется в защитный газ. Защита флюсом устраняет необходимость во внешнем газовом баллоне, делая процесс сварки более мобильным и универсальным.
Портативность и встроенная защита делают SMAW идеальным выбором для Подводная сварка. Несмотря на то, что это более старый метод сварки, он до сих пор широко используется в производстве трубопроводов, судостроении и других строительных целях.
Однако, поскольку электрод с флюсовым покрытием сравнительно короткий, частая замена снижает общую скорость сварки.
Совместимость материалов
Сварка защитной металлической дугой в основном используется для черные металлы.
- Углеродистая сталь
- Низколегированная сталь
- Высоколегированная сталь
- Нержавеющая сталь
- Чугун
- ВЧШГ
Преимущества
- Портативный и легкий
- Встроенная газовая защита
- Недорогое решение
Мы также подготовили пост сравнения лазерной сварки и SWAM.
IV. Электронно-лучевая сварка
ЭЛС (Электронно-лучевая сварка) — высокотехнологичный сварочный процесс, аналогичный лазерной сварке. Как и лазерная сварка, это бесконтактный процесс сварки зависит от передачи энергии на расстоянии. Источником электронов является вольфрамовый сердечник, который перегревается до тех пор, пока свободные электроны не стекут с его поверхности. Эти свободные электроны конденсируются и ускоряются в электронный луч, обладающий исключительной проникающей способностью в металл.
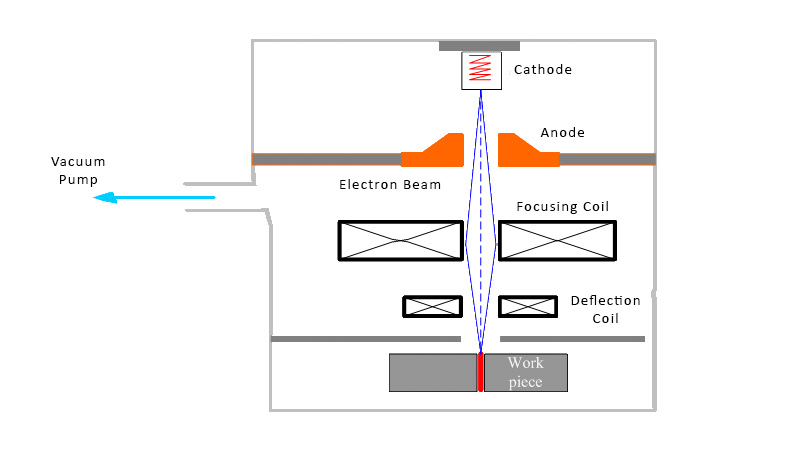
Как и лазерная сварка, EBW превосходит большинство традиционных методов сварки, поскольку не требует присадочного материала для перекрытия зазора между заготовками.
Однако, несмотря на ряд преимуществ, электронная ЭЛС имеет существенный недостаток. Электроны настолько малы, что столкновение с атомами кислорода или азота (основными компонентами воздуха) рассеет их и расфокусирует луч.
Совместимость материалов
ЭЛС несовместим с неметаллами и летучими металлами с высокое давление пара (Кальций, Цинк, Магний и т. д.).
- Углеродистая сталь
- Нержавеющая сталь
- Алюминиевые сплавы
- Никелевые сплавы
- Медные сплавы
- Титан
Преимущества
- Сварка разнородных материалов (два разных металла)
- Никакого наполнителя не требуется
- Нет риска окисления металла
- Применение высокоточной сварки
- Отличная отделка сварного шва
Возможно, вы хотели бы знать в чем разница между лазерной сваркой и EBM?
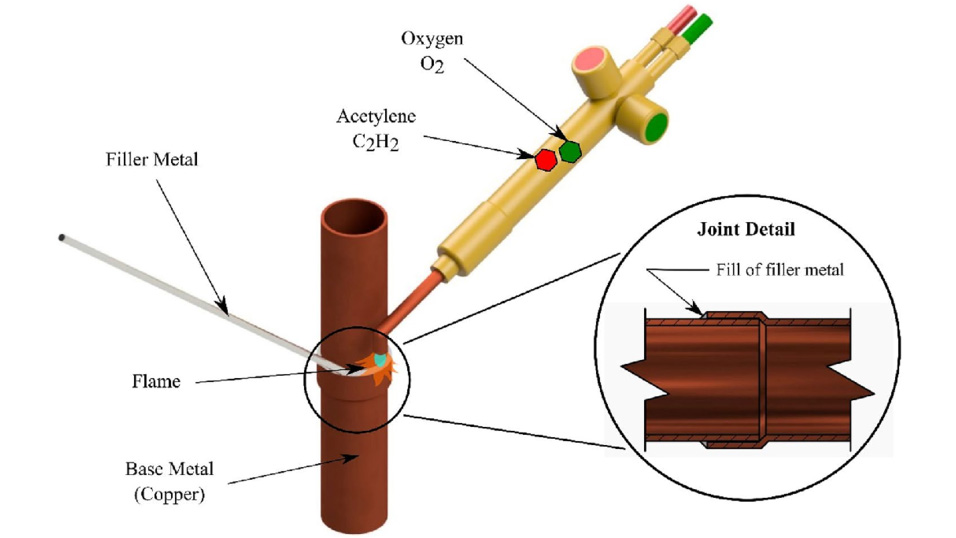
В. Газовая сварка
Газовая сварка или кислородно-ацетиленовая сварка — это традиционный метод сварки, основанный на сжигание газа для выделения тепла и расплавления заготовки. Газообразный ацетилен — это топливо, которое воспламеняется, а газообразный кислород позволяет пламени гореть горячее и дольше.
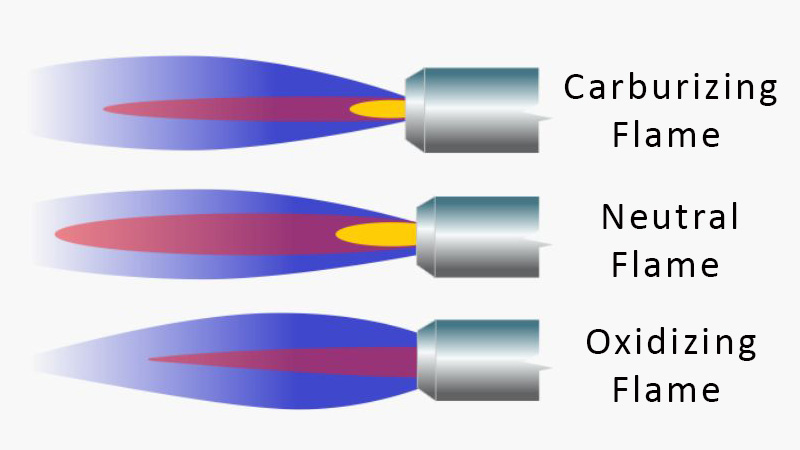
Соотношение кислорода и ацетилена определяет температуру и тип пламени.
- Науглероживающее пламя – Больше ацетилена, меньше кислорода. (~5200°F или 2900°C)
- Нейтральное пламя – Ацетилен и кислород в равных частях. (~5600°F или 3100°C)
- Окисляющее пламя – Больше кислорода, меньше ацетилена. (~6000°F или 3300°C)
Как и в большинстве сварочных процессов, при газовой сварке используется присадочный стержень для заполнения зазора между заготовками.
Газосварочное оборудование громоздко, так как требует не один, а два газовых баллона. Однако, несмотря на его неудобный размер, его популярность в качестве сварочного процесса объясняется его портативностью. Он сочетает точность сварки с удобством и портативностью.
В то время как ацетилен является наиболее популярным топливным газом, другие варианты включают бутан, водород и газ MAPP.
Совместимость материалов
Газовая сварка совместима с большинством металлов.
- Углеродистая сталь
- Нержавеющая сталь
- Алюминиевые сплавы
- Никелевые сплавы
- Медные сплавы
- Чугун
Преимущества
- Сварка разнородных металлов (черных и цветных металлов)
- Портативное сварочное оборудование
- Экономический эффект сварочного процесса
- Не зависит от электричества
VI. Пайка
пайка твердым припоем представляет собой небольшую вариацию процесса газовой сварки. В нем используется наполнитель с низкой температурой плавления и, таким образом, потребляет меньше энергии. Газовая сварка происходит при высоких температурах, необходимых для расплавления основного металла и присадочного материала. Напротив, при пайке плавится только присадочный металл, который действует как клей между двумя основными металлами.
Присадочный металл обычно представляет собой более мягкий сплав основного металла. Пайка — это золотая середина между сваркой и пайкой. На самом деле пайка медных соединений очень похожа на пайка.
Совместимость материалов
Газовая сварка совместима с большинством металлов.
- Углеродистая сталь
- Нержавеющая сталь
- Алюминиевые сплавы
- Никелевые сплавы
- Медные сплавы
- вольфрама
- Чугун
- Оцинкованное железо
Преимущества
- Присоединяйтесь к разным материалам (вот сообщение на лазерная сварка разнородных металлов для расширения.)
- Низкотемпературный процесс
- Быстрый процесс склеивания
- Соединение металлических компонентов разной толщины
Нажмите, чтобы продолжить чтение о различия между лазерной сваркой и пайкой.
VII. ЛАПА
PAW или плазменно-дуговая сварка – это уникальный метод, который сочетает в себе методы газовой и дуговой сварки. Он использует вольфрамовый электрод для создания электрической дуги для зажигания струи инертного газа, обычно смеси аргона или гелия. Газ ионизируется (расщепляется на атомном уровне). Здесь также используется присадочный металл, как и в большинстве методов газовой и дуговой сварки.
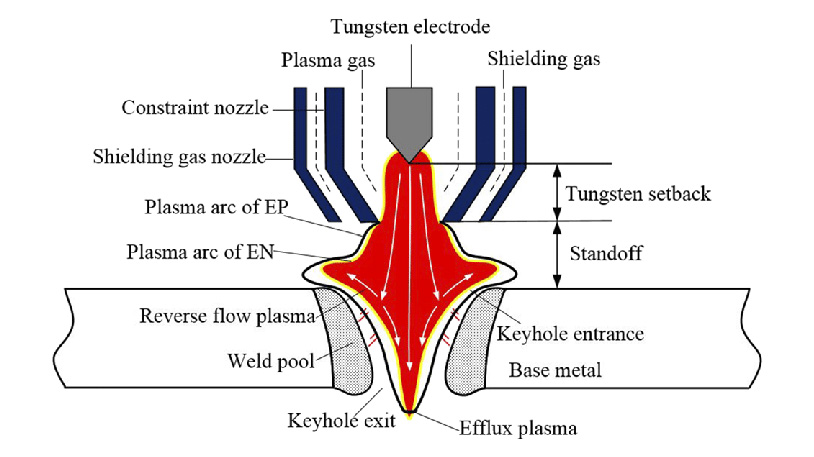
Кислородозащитный газ используется для защиты сварочной ванны и усиления плазменной дуги. Плазма на несколько величин горячее газового пламени или даже дуговой сварки.
- Плазменная дуга: 50,400 28,000 ° F (XNUMX XNUMX ° C)
- Электрическая дуга: 9,930 °F (5,500 °C)
- Газовое пламя: 5,600 °F (3,100 °C)
- Лазерный луч: >2,000 °F (>1,000 °C)
Следует отметить, что процесс лазерной сварки очень эффективен и, следовательно, не требует высоких температур. Большая часть тепла электрической дуги теряется в окружающую среду. тепловая мощность лазерной сварки не может сравниться с традиционными методами сварки.
Совместимость материалов
Газовая сварка совместима с большинством металлов.
- Углеродистая сталь
- Нержавеющая сталь
- Алюминиевые сплавы
- Титан
Преимущества
- Преуспевает в точной сварке
- Отлично подходит для глубоких сварных швов
- Незначительные тепловые искажения
Узнать больше о выбираю между лазерной сваркой и PAW здесь.
VIII. РСВ
RSW, или контактная точечная сварка, представляет собой электрический Процесс соединения металлов. Две половинки основного металла зажаты между собой. электроды. Мощный электрический ток проходит через недрагоценные металлы, перетекая от одного электрода к другому.
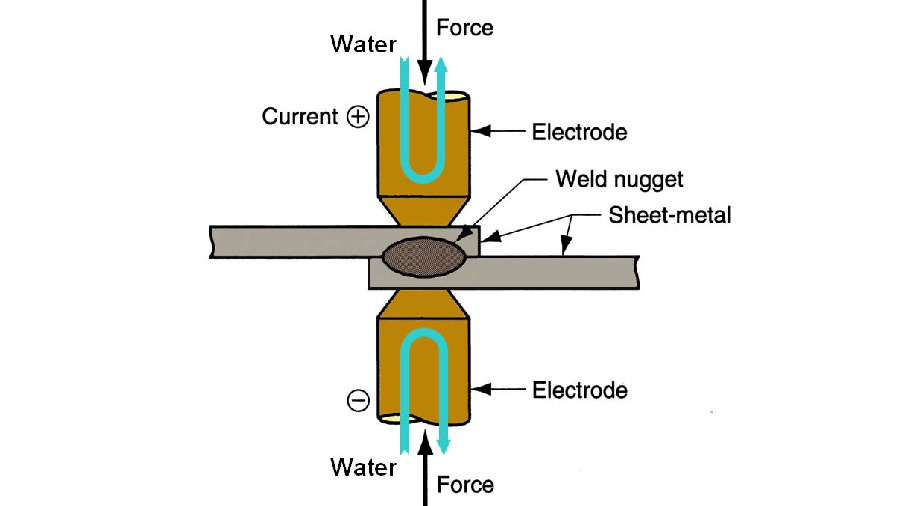
Электрическое сопротивление основного металла заставляет его нагреваться и сплавляться со второй половиной. сварной шов созданный из RSW, невероятно прочен. Однако из-за особенностей этого сварочного процесса он нельзя использовать для длинных непрерывных сварных швов.
Производственная промышленность редко использует RSW для высокопроизводительных приложений. Вместо этого, это в основном сводится к быстрому разделанию костей. тонкие листы металла.
Совместимость материалов
Контактная точечная сварка обычно применяется только к металлам с низкой электропроводностью.
- Нержавеющая сталь
- Медь
- Алюминий
- Магний
- Титан
Преимущества
- Прочное сварное соединение
- Высококачественные сварные швы
- Быстрый процесс сварки
- Экономичная сварка
К этому моменту я уверен, что вам интересно что лучше лазерная сварка или RSW?
Сравнительный список различных методов сварки
Лазерная сварка — один из наиболее универсальных методов производства, доступных малому и среднему бизнесу. Он невероятно эффективен и очень прост в использовании. Напротив, традиционные методы сварки часто требуют многих лет обучения и развития навыков.
Такие процессы сварки, как MIG или EBW, лучше подходят для более толстых материалов. Однако MIG снижает точность сварки, а EBW обычно дороже, чем эквивалентный аппарат для лазерной сварки.
Таблица 1 – Перечень различных методов сварки и их возможности
| Сварочные Технологии | Скорость сварки | WeldPrecision | Ограничение толщины | Совместимые материалы | Процесс подачи заявки | Стоимость оборудования |
|---|---|---|---|---|---|---|
| Лазер | Очень быстро | Очень высоко | 0.25 дюйма (6 мм) | Драгоценные металлы : Углеродистая сталь, нержавеющая сталь, медь, алюминий, магний, никель и титан. Неметаллы: Керамика, ПП, ПС, ПК, АБС, ПММА, ПЭТ и ПБТ. | Автомобильная Мед Аэрокосмическая индустрия Electronics ювелирных изделий Инструмент и штамп Тяжелая техника | Низко высоко |
| TIG | Средний | Средний | 0.10 дюйма (2.5 мм) | Сталь, нержавеющая сталь, алюминий, никель, магний, медь и золото. | Трубопровод авиации Аэрокосмическая индустрия | Низкий |
| MIG | Быстрый | Средний | 0.50 дюйма (12.7 мм) | Алюминий, углеродистая сталь, нержавеющая сталь и т. д. | Тяжелая техника Строительство Трубопровод Автомобильная | Низкий |
| SMAW | Быстрый | Высокий | 0.125 дюйма (3.2 мм) | Углеродистая сталь, низко/высоколегированная сталь, нержавеющая сталь, чугун и ковкий чугун | Строительство Трубопроводы судостроение Подводная сварка Тяжелая техника | Средний |
| Электронный луч | Очень быстро | Очень высоко | 12 дюйма (300 мм) | Углеродистая сталь, нержавеющая сталь, алюминий, никель, медь и титан. | Аэрокосмическая индустрия судостроение Строительство Electronics | Очень высоко |
| Газ | Средний | Низкий | 0.31 дюйма (8 мм) | Углеродистая сталь, нержавеющая сталь, алюминий, никель, медь и чугун. | Строительство HVAC | Очень Низкий |
| пайка твердым припоем | Средний | Низкий | 0.12 дюйма (3 мм) | Углеродистая сталь, нержавеющая сталь, алюминий, никель, медь, вольфрам, чугун и оцинкованное железо. | Electronics Аэрокосмическая индустрия Автомобильная HVAC Строительство | Очень Низкий |
| PAW | Быстрый | Средний | 0.40 дюйма (10 мм) | Углеродистая сталь, нержавеющая сталь, алюминий и титан | Инструмент и штамп Аэрокосмическая индустрия Судостроение турбина | Очень высоко |
| RSW | Очень быстро | Высокий | 0.90 дюйма (23 мм) | Сталь, медь, алюминий, магний и титан | Автомобильная Аэрокосмическая индустрия Строительство Железнодорожный | Средний |
Применение лазерной сварки не может быть полностью отражено в этой таблице. Несмотря на то, что большинство упомянутых сварочных процессов используются в автомобильной промышленности, лазерная сварка является единственной, которую можно использовать для сварки металлов и неметаллов.
Лучшей иллюстрацией мастерства лазерной сварки является сравнение ее преимуществ и недостатков с различными процессами сварки.
Таблица 2 – Сравнение преимуществ и недостатков различных методов сварки
| СваркаТехника | Преимущества перед лазерной сваркой | Недостатки по сравнению с лазерной сваркой |
|---|---|---|
| TIG | Меньшая стоимость оборудования. | Не умеет сваривать неметаллы. Ограничено тонкими металлическими листами. Более низкая скорость сварки. Может потребоваться присадочный металл. |
| MIG | Меньшая стоимость оборудования. Можно сваривать более толстые металлические пластины. | Не умеет сваривать неметаллы. Ограниченная совместимость материалов. Требуется присадочный металл. |
| SMAW | Возможность подводной сварки. Портативное сварочное оборудование. | Не умеет сваривать неметаллы. Очень ограниченная совместимость. Требуется присадочный металл. Справляется с более толстыми материалами. |
| Электронный луч | Более высокая провариваемость сварного шва металла. Более качественная сварка. | Не умеет сваривать неметаллы. Требуется вакуумная камера для сварки. Нет доступных вариантов машины. |
| Газ | Меньшая стоимость оборудования. Портативное сварочное оборудование. Немного лучше справляется со сваркой более толстых металлов. | Не умеет сваривать неметаллы. Ограниченная совместимость с металлами. Требуется присадочный металл. Плохая точность сварки. В результате увеличивается зона термического воздействия. |
| пайка твердым припоем | Меньшая стоимость оборудования. Потребляет значительно меньше энергии. | Не умеет сваривать неметаллы. Ограничено тонкими металлическими листами. Требуется присадочный металл. Несовместим со сложными конструкциями. |
| PAW | Более высокая провариваемость сварного шва металла. | Не умеет сваривать неметаллы. Ограниченная совместимость с металлами. Требуется присадочный металл. Более высокая стоимость оборудования. |
| RSW | Отлично подходит для быстрой сварки. Лучше подходит для применения в электронике. | Не умеет сваривать неметаллы. Ограниченная совместимость с металлами. Ограничение точечной сваркой. |
Заключение
За последние несколько лет популярность лазерной сварки постепенно росла.
Хотя традиционные методы сварки остаются полезными для большинства промышленных применений, лазерная сварка выявила их недостатки. Лазерная сварка – это мастер на все руки. В большинстве случаев он превосходит традиционные методы сварки. Единственными двумя основными недостатками лазерной сварки являются отсутствие портативности и ограниченная совместимость с толстыми металлическими пластинами.
Пусть Baison станет вашим билетом к успеху!
Байсон является ведущим поставщиком решений для волоконных лазеров на мировом рынке. Наше современное состояние лазерные сварочные аппараты созданы, чтобы служить всю жизнь. Мы используем только компоненты высшего качества, и каждая машина проходит строгие испытания нашими опытными техническими специалистами и инженерами.
Взгляните на наш БЕСПЛАТНАЯ оценка приложения программу перед совершением покупки. Наша команда экспертов поможет вам приобрести лучшее оборудование для вашего бизнеса.
Итак, позвольте Baison поднять ваш бизнес на новую высоту. Свяжитесь с нами сейчас!